



大型磨機(jī)銅瓦的加工方法
2020-06-13黨繼鋒1,2 王斌1,2 高偉1,2 劉艷麗3 張向峰4
(1.洛陽礦山機(jī)械工程設(shè)計(jì)研究院有限責(zé)任公司,河南洛陽 471039;2.礦山重型裝備國家重點(diǎn)實(shí)驗(yàn)室,河南 洛陽 471039;3.中信重工機(jī)械股份有限公司,河南洛陽 471039;4.鄭州煤電股份有限公司超化高嶺煤礦,河南新密 452300)
(1.洛陽礦山機(jī)械工程設(shè)計(jì)研究院有限責(zé)任公司,河南洛陽 471039;2.礦山重型裝備國家重點(diǎn)實(shí)驗(yàn)室,河南 洛陽 471039;3.中信重工機(jī)械股份有限公司,河南洛陽 471039;4.鄭州煤電股份有限公司超化高嶺煤礦,河南新密 452300)
隨著世界采礦業(yè)的迅速發(fā)展,為了提高生產(chǎn)效率,磨機(jī)規(guī)格不斷增大,主軸承銅瓦結(jié)構(gòu)也由Z初的兩半圓組成360°整圓接觸結(jié)構(gòu)發(fā)展為單個(gè)180°下半圓接觸結(jié)構(gòu),再到目前的120°接觸結(jié)構(gòu)。
銅瓦作為磨機(jī)關(guān)鍵零件之一,其內(nèi)孔粗糙度與尺寸精度要求嚴(yán)格。如果不能保證技術(shù)要求,將會(huì)導(dǎo)致中空軸與銅瓦嚴(yán)重磨損,間隙增大,外界雜質(zhì)硬顆粒礦物易嵌入軸承表面,將中空軸軸頸和銅瓦表面磨損;長時(shí)間運(yùn)行后,軸承將會(huì)出現(xiàn)刮傷、咬合、疲勞剝落及腐蝕等現(xiàn)象,導(dǎo)致銅瓦過早失效,磨機(jī)不能正常工作。
1 銅瓦概況
大型磨機(jī)銅瓦采用單120°結(jié)構(gòu),受結(jié)構(gòu)與材質(zhì)的影響,在實(shí)際制造過程中,軸承銅瓦很難滿足圖紙要求。通過長期的實(shí)踐摸索,筆者從軸承銅瓦結(jié)構(gòu)與材質(zhì)入手,針對(duì)其易變形、難裝卡、材質(zhì)軟等特點(diǎn)進(jìn)行綜合分析,探索出一種具有針對(duì)性、實(shí)施性強(qiáng)的工藝方案,以滿足實(shí)際加工中銅瓦精度與粗糙度的要求。
銅瓦外形尺寸如圖1所示,內(nèi)孔尺寸公差等級(jí)為6級(jí),內(nèi)孔粗糙度為Ra0.8。
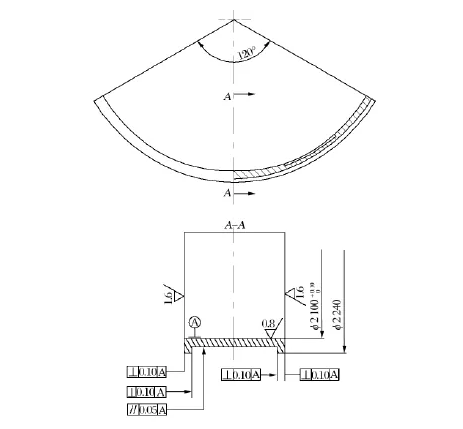
圖1 銅瓦外形尺寸
2 加工難點(diǎn)
(1)裝卡難回轉(zhuǎn)類零件的加工應(yīng)優(yōu)先考慮立車。由于銅瓦為120°結(jié)構(gòu),其無法用卡爪卡緊或用壓板壓緊,裝卡難度大。
(2)內(nèi)孔粗糙度及尺寸精度度難保證零件內(nèi)孔粗糙度要求為Ra0.8。根據(jù)銅材質(zhì)特性,車削一般可保證粗糙度為Ra1.6~Ra3.2,磨削則會(huì)出現(xiàn)砂輪砂粒嵌入工件表面的現(xiàn)象,因而粗糙度Ra0.8難以保證。同時(shí)工件為薄壁大零件,剛性差,加工中極易變形,內(nèi)孔精度難保證。
3 實(shí)施方案
3.1傳統(tǒng)方案
采用整體離心鑄造、整體加工至圖紙要求后,利用線切割切開。考慮切開后銅瓦兩端張口變形,可通過裝配后,依靠中空軸重力將軸瓦壓回原尺寸。此方案操作簡單,可提高零件剛度,解決難裝卡、易變形問題,易保證加工精度。內(nèi)孔采用豪克能光整儀進(jìn)行光整加工,光潔度可保證Ra0.4以上。
實(shí)際操作時(shí)采用整圓加工方案,切開前,內(nèi)孔精度及光潔度完全滿足設(shè)計(jì)要求。切開后測量弦長,變形量為3.52mm。裝配完畢后,經(jīng)裝配人員檢查,中空軸與軸瓦貼合120°兩端仍存在1mm錯(cuò)邊量,而圖紙要求裝配縫隙不能大于0.5mm。可見,傳統(tǒng)方案的加工方式仍存在不足。
3.2新方案
采用整圓鑄造,切開成三半,再組成整圓加工。
(1)采用整圓離心鑄造,整圓粗加工后,由線切割切開成120°三等分,由鏜床精修銑120°結(jié)合面,在結(jié)合面上數(shù)控機(jī)床利用坐標(biāo)控制精度,鉆制工藝銷孔,再利用6個(gè)長短合適的定位銷定位,將3件銅瓦組成整圓,并制作卡箍卡緊外圓連接固定裝卡,再進(jìn)行加工。如圖2所示。
(2)優(yōu)化加工工序以控制工件變形。車削期間,半精加工與精加工分開,并在半精加工后安排自然時(shí)效72h以上,使零件Z大程度釋放切削應(yīng)力,并在精車內(nèi)孔前,要求松卡爪,充分釋放應(yīng)力,Z大程度地減小工件變形。重新找正裝卡后再精車成內(nèi)孔。精加工時(shí),不允許壓緊工件,零壓緊力進(jìn)行車削;控制卡爪卡緊力不能過大,使卡爪僅起定心作用;嚴(yán)格控制內(nèi)孔留量、背吃刀量和切削力,確保僅借助工件自重固定工件進(jìn)行車削的可能性。
(3)降低切削發(fā)熱以控制工件變形。為有效地控制精加工過程中切削熱造成的加工誤差,須采用噴霧冷卻裝置將冷卻液霧化后噴射在切削區(qū),對(duì)切削區(qū)進(jìn)行冷卻。
(4)控制內(nèi)孔粗糙度。采取機(jī)加工的方法,內(nèi)孔留量0.3mm時(shí),采用高速鋼、大前角、寬刀具;選擇低速、小吃刀量切削,提高光潔度。加工完畢經(jīng)檢測,粗糙度為Ra0.6以上,滿足圖紙要求。
實(shí)際操作時(shí)采用整圓加工方案,切開前,內(nèi)孔精度及光潔度完全滿足設(shè)計(jì)要求。切開后測量弦長,變形量為3.52mm。裝配完畢后,經(jīng)裝配人員檢查,中空軸與軸瓦貼合120°兩端仍存在1mm錯(cuò)邊量,而圖紙要求裝配縫隙不能大于0.5mm。可見,傳統(tǒng)方案的加工方式仍存在不足。
3.2新方案
采用整圓鑄造,切開成三半,再組成整圓加工。
(1)采用整圓離心鑄造,整圓粗加工后,由線切割切開成120°三等分,由鏜床精修銑120°結(jié)合面,在結(jié)合面上數(shù)控機(jī)床利用坐標(biāo)控制精度,鉆制工藝銷孔,再利用6個(gè)長短合適的定位銷定位,將3件銅瓦組成整圓,并制作卡箍卡緊外圓連接固定裝卡,再進(jìn)行加工。如圖2所示。
(2)優(yōu)化加工工序以控制工件變形。車削期間,半精加工與精加工分開,并在半精加工后安排自然時(shí)效72h以上,使零件Z大程度釋放切削應(yīng)力,并在精車內(nèi)孔前,要求松卡爪,充分釋放應(yīng)力,Z大程度地減小工件變形。重新找正裝卡后再精車成內(nèi)孔。精加工時(shí),不允許壓緊工件,零壓緊力進(jìn)行車削;控制卡爪卡緊力不能過大,使卡爪僅起定心作用;嚴(yán)格控制內(nèi)孔留量、背吃刀量和切削力,確保僅借助工件自重固定工件進(jìn)行車削的可能性。
(3)降低切削發(fā)熱以控制工件變形。為有效地控制精加工過程中切削熱造成的加工誤差,須采用噴霧冷卻裝置將冷卻液霧化后噴射在切削區(qū),對(duì)切削區(qū)進(jìn)行冷卻。
(4)控制內(nèi)孔粗糙度。采取機(jī)加工的方法,內(nèi)孔留量0.3mm時(shí),采用高速鋼、大前角、寬刀具;選擇低速、小吃刀量切削,提高光潔度。加工完畢經(jīng)檢測,粗糙度為Ra0.6以上,滿足圖紙要求。

圖2 用定位銷將銅瓦組成整圓
4 結(jié)語
新方案采用整圓鑄造、切開成分體,再對(duì)成整圓整體加工以控制零件變形,可解決裝卡難題;優(yōu)化切削參數(shù),以車帶磨滿足內(nèi)孔粗糙度度要求。經(jīng)檢驗(yàn),利用新方案加工的工件完全滿足圖紙要求。該方法操作簡單,實(shí)用性強(qiáng),已成功地應(yīng)用于各類大型磨機(jī)銅瓦的加工。
引文格式:
[1]黨繼鋒,王斌,高偉,劉艷麗,張向峰.大型磨機(jī)銅瓦的加工方法.[J].礦山機(jī)械,2016,44(8):86-87.
4 結(jié)語
新方案采用整圓鑄造、切開成分體,再對(duì)成整圓整體加工以控制零件變形,可解決裝卡難題;優(yōu)化切削參數(shù),以車帶磨滿足內(nèi)孔粗糙度度要求。經(jīng)檢驗(yàn),利用新方案加工的工件完全滿足圖紙要求。該方法操作簡單,實(shí)用性強(qiáng),已成功地應(yīng)用于各類大型磨機(jī)銅瓦的加工。
引文格式:
[1]黨繼鋒,王斌,高偉,劉艷麗,張向峰.大型磨機(jī)銅瓦的加工方法.[J].礦山機(jī)械,2016,44(8):86-87.
來源:《礦山機(jī)械》2016年第8期