



【案例】帶鋼五連軋軸承滾道局部剝落
2021-09-08王嘉華
一、問題概述
客戶反映問題的四列圓錐滾子軸承型號為EE135111DW/135155,用于1450帶鋼生產線,位于第五架中間輥下輥操作側,軸承箱號為437#。該軸承采用油氣潤滑,上機使用4次,累計軋程2489km,問題現象是一列滾道、滾子局部剝落,因使用時間不長,故屬于早期剝落。
二、現場情況
問題軸承按照順序編號復位如圖一所示,局部剝落所在列用紅色箭頭標出,剝落位于負荷區,見圖二所示,滾子局部剝落情況見圖三,除上述情況以外,其它各列滾道及滾子未見異常。

圖一 損壞的軸承

圖二 滾道負荷區局部剝落情況
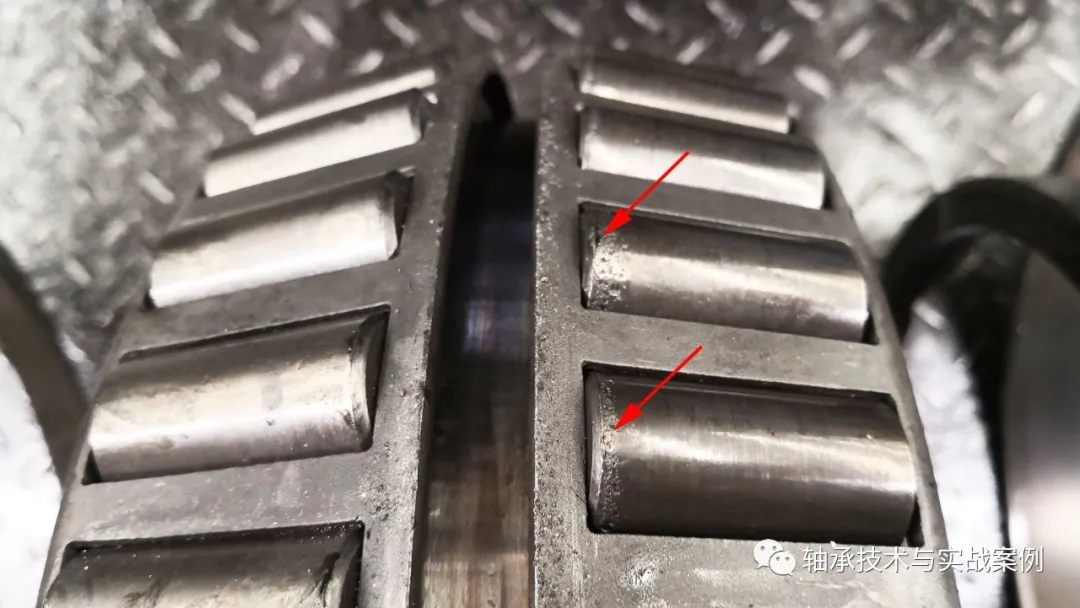
圖三 滾子局部剝落情況
三、分析與判斷
滾道早期剝落是軋機軸承Z常遇到的問題之一,也是比較棘手的問題,因為造成滾道早期剝落的原因多、涉及面廣,可能存在使用問題,也可能存在質量問題。在現場能做的是盡可能多收集影響因素,明確哪些因素與滾道早期剝落直接相關。
1、通過仔細檢查對比可以看到該軸承滾道變色和磨損Z嚴重的列是剝落的這一列,判斷這一列是軸承受力Z大列,這不是四列圓錐滾子軸承正常的受力狀態,可能存在軸向游隙值過大,各列徑向游隙值相互差大,裝配預留間隙過大等問題。
2、基于上述判斷,首先對軸承箱裝配進行檢查。由于437#軸承箱已經重新裝配完畢,故需要進行拆箱檢查,見圖四。

圖四 重新拆箱檢查
(1)沉孔深度測量。用深度游標卡尺測量軸承端面到軸承箱調整墊端面的尺寸。測量值為:47.5mm,見圖五。

圖五 沉孔深度測量
(2)止口高度測量。用深度游標卡尺測量軸承端蓋止口高度尺寸,測量值為:45.2mm,見圖六。

圖六 止口高度測量
注:由于一個手拿尺子,另一個手拿手機照相,圖片操作僅示意。
3、經過簡單計算,軸承端面與軸承箱端蓋止口之間存在2.3mm間隙量。經過查詢軸承原始記錄,軸承的游隙配置符合工藝要求。
四列圓錐滾子軸承裝入軸承箱后可以被壓緊,依靠軸承自身軸向游隙進行軸向調整。部分用戶習慣預留一部分間隙量,但不可過大。該軸承裝入軸承箱后,軸向竄動量過大,使滾道局部受力過大,造成滾道、滾子早期疲勞剝落。
四、結束語
四列圓錐滾子軸承裝配時,應當嚴格按照裝配工藝要求進行測量,根據測量結果,確定調整墊的厚度尺寸,確保軸承的正確安裝使用。
(來源:軸承技術與實戰案例)