



幾種齒圈的熱處理畸變控制方法
2020-12-01金榮植
(哈爾濱匯隆汽車箱橋有限公司)
由于齒圈直徑與齒圈寬度(或稱高度)尺寸相差懸殊,在熱處理過程中,經(jīng)常出現(xiàn)內(nèi)孔圓度、端面平面度及錐度畸變超差問題。齒圈熱處理畸變是其熱處理過程中Z常見的缺陷之一。
齒圈的加工工序復(fù)雜、畸變合格率低、加工余量大、廢次品率高、成本高,而且產(chǎn)品精度低、噪音大,嚴(yán)重影響其使用壽命。為此,通過冷加工與熱加工配合、優(yōu)化工藝、改進(jìn)裝夾(爐)方式、采用先進(jìn)熱處理工藝與裝備等方法,以提高齒圈熱處理畸變合格率、加工精度,降低產(chǎn)品加工成本,減少廢次品。
改進(jìn)與優(yōu)化熱處理工藝控制齒圈畸變
1.采取預(yù)處理工藝方法減小大型滲碳齒圈畸變
大型齒圈φ2180mm(外徑)×φ1750mm(內(nèi)徑)×550mm(寬度),材料17CrNiMo6鋼,熱處理畸變要求嚴(yán)格。但經(jīng)過滲碳淬火后,通常齒頂漲大量4~5mm,有時(shí)達(dá)6~7mm。對此,采用以下控制措施:
(1)預(yù)處理工藝的制定
采用調(diào)質(zhì)工藝,即860℃加熱淬火(比Z終淬火溫度高20~30℃),并經(jīng)650℃高溫回火。將其內(nèi)孔直徑漲大量控制在8~10mm以內(nèi),較為理想。以后按正常的工序,經(jīng)過滲碳降溫空冷,然后進(jìn)行(820±10)℃均溫后,淬入170℃的硝鹽浴中冷卻,再經(jīng)210℃兩次回火,其齒頂圓直徑僅比滲碳淬火前漲大2mm左右,滿足了預(yù)期的漲大量,并且齒圈的圓度、上下錐度等均滿足要求。
(2)工藝要點(diǎn)
嚴(yán)格控制調(diào)質(zhì)時(shí)的淬火溫度,如果溫度太低,則不能很好地起到減少漲大畸變的作用;反之,溫度太高,則滲碳淬火后的齒頂圓尺寸可能產(chǎn)生收縮,因此需要進(jìn)行試驗(yàn)。
2.改進(jìn)熱處理工藝減小三輪車從動齒圈熱處理畸變
三輪車變速箱從動齒圈(見圖1),材料20CrMnTi鋼,熱處理技術(shù)要求:碳氮共滲的深層0.6~1.0mm,齒面與心部硬度分別為58~64HRC和35~48HRC,螺紋孔與單鏈槽位置度公差為0.05mm。
裝爐前10個(gè)M8螺紋孔用防滲涂料堵塞,經(jīng)850~860℃碳氮共滲后,直接淬火、回火。檢驗(yàn)后發(fā)現(xiàn),螺紋孔和單鏈槽的位置度超差,防滲涂料不易脫落。其改進(jìn)工藝及效果如下:
(1)改進(jìn)工藝
制齒成形→碳氮共滲后緩冷→車(削)滲層、拉(削)鍵槽、鉆孔、攻螺紋→850~860℃加熱淬火→低溫回火→加蓋(保護(hù)螺紋孔)拋丸處理→磨(削)輻板→檢查。
(2)改進(jìn)效果
經(jīng)檢驗(yàn),從動齒圈熱處理畸變合格率達(dá)95%以上。
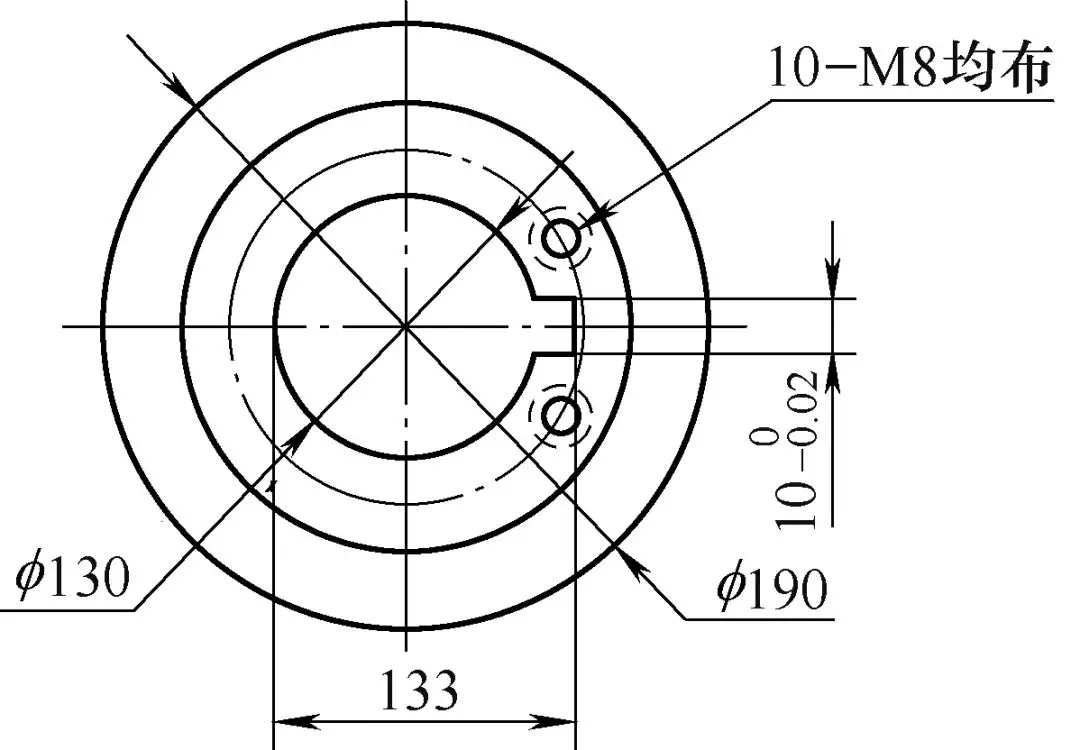
圖1 從動齒圈示意
3.采用熱處理新工藝及新工裝控制大型齒圈熱處理畸變
礦用軋機(jī)減速器齒圈,外形尺寸為φ1631mm(外徑)×φ1364mm(內(nèi)徑)×300mm(寬度),單件質(zhì)量1434kg,法向模數(shù)20mm,齒數(shù)78,材料為20CrNi2MoA鋼,要求滲碳淬火。
(1)修改后齒圈技術(shù)要求
為控制與減少齒圈熱處理畸變,對其部分技術(shù)要求進(jìn)行了修改。修改后齒圈的技術(shù)要求見表1;滲碳前調(diào)質(zhì)處理,調(diào)質(zhì)硬度217~255HBW;有效硬化層3.90~5.10mm。
(2)新工藝
將鍛后正火改為正火+高溫回火。滲碳后增加球化退火工序,保證滲層碳化物顆粒尺寸≤1μm。其球化退火工藝見圖2。圖2中工藝a與工藝b所得結(jié)果基本相同。
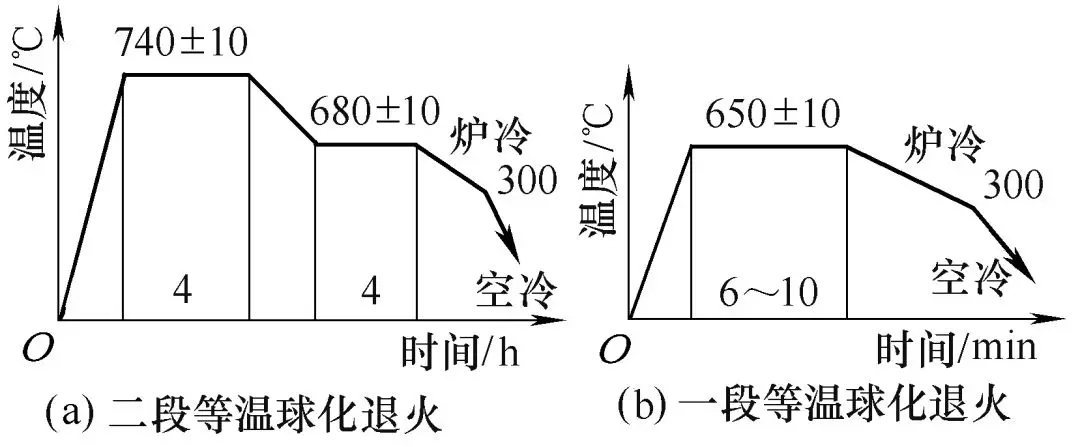
圖2 20CrNi2MoA鋼齒輪球化退火工藝
新工藝路線:鍛造→正火+高溫回火→粗車→探傷→調(diào)質(zhì)→精車、銑齒→滲碳→球化退火→淬火、回火→拋丸清理→精車內(nèi)孔及兩平面→磨內(nèi)孔及兩平面→磨齒→插鍵槽→探傷→產(chǎn)品。
工裝設(shè)計(jì):設(shè)計(jì)上、下壓蓋板,控制齒圈畸變,具體見圖3。
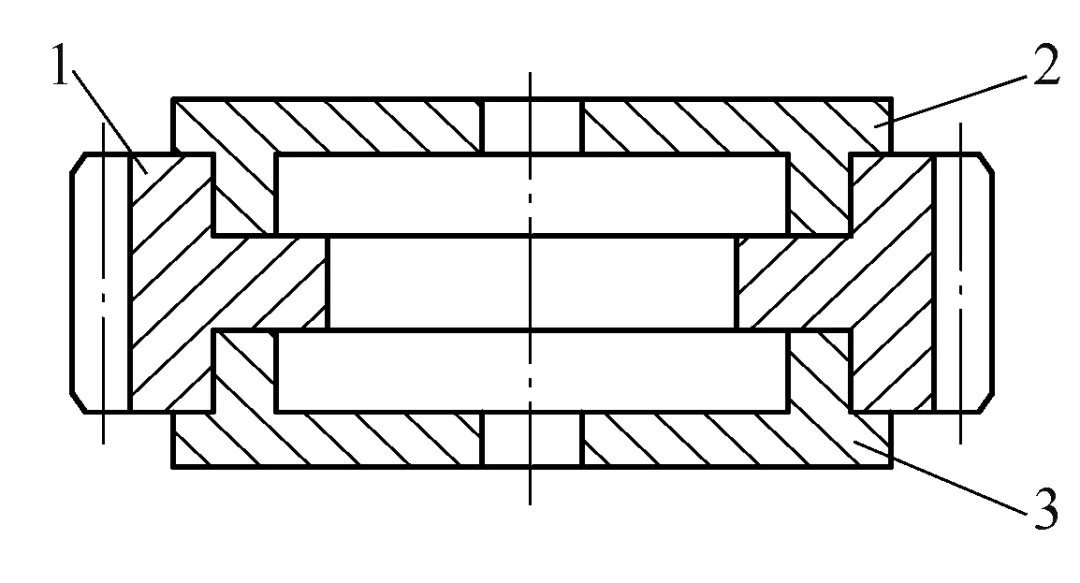
圖3 齒圈熱處理夾具示意
1.齒圈;2.上蓋板;3.下蓋板
(3)檢驗(yàn)結(jié)果
齒圈表面硬度、心部硬度及有效硬化層深度均達(dá)到技術(shù)要求;齒圈表面碳濃度為0.76%(質(zhì)量分?jǐn)?shù)),采用分段球化退火后碳化物顆粒尺寸達(dá)0.5μm;金相組織馬氏體、殘留奧氏體為2級,碳化物為1級,心部鐵素體為2級;力學(xué)性能各項(xiàng)指標(biāo)達(dá)到圖樣技術(shù)要求;齒圈畸變檢驗(yàn),內(nèi)孔圓度0.90mm,齒頂直徑變化量為+3.1~+4.0mm,公法線變動量在+0.2~+0.6mm,均達(dá)到技術(shù)要求。
表1 修改后齒圈的技術(shù)要求

4.改進(jìn)熱處理工藝并采取模具矯正方法控制大型超薄齒圈滲碳淬火畸變
大型傳動齒輪箱超薄內(nèi)齒圈,外形尺寸φ1120mm(外徑)×φ944mm(內(nèi)徑)×260mm(寬度),材料17CrNiMo6鋼,重量550kg,熱處理技術(shù)要求:滲碳淬火有效硬化層深2.40~2.90mm,齒面與心部硬度分別為58~62HRC和30~38HRC,金相組織符合企業(yè)標(biāo)準(zhǔn),晶粒度不粗于6級。熱后畸變要求:錐度≤1.35mm,圓度≤1.35 mm,公法線變動量≤0.7‰,齒頂圓縮小量≤1.5‰。
(1)原加工路線、工藝及齒圈畸變問題
原加工路線:鍛坯粗車→鉆削→插齒→滲碳淬火→噴丸處理→精車→磨齒→成品。原滲碳工藝路線為:預(yù)熱650℃×1h→滲碳(930±10)℃×50h→降溫,出爐前保溫830℃×2h→出爐空冷→高溫回火680℃×4h→淬火加熱(820±10)℃×2.5h→硝鹽等溫淬火(160±10)℃→低溫回火(210±20)℃×10h→出爐空冷。齒圈清洗后涂刷防滲涂料,每爐5件,滲碳?xì)夥詹捎眉状?異丙醇富化氣。經(jīng)檢驗(yàn),其他項(xiàng)均符合技術(shù)要求,但齒圈畸變較大。
(2)改進(jìn)工藝
在齒圈插齒前粗加工后進(jìn)行高溫正火。為減少殘留應(yīng)力及熱應(yīng)力,降低滲碳溫度,前期增加階梯升溫的階段數(shù)。改進(jìn)后增加了400℃和850℃段等溫,適當(dāng)降低淬火溫度。經(jīng)檢驗(yàn)齒圈畸變降低了一個(gè)等級,但仍偶有畸變超差的情況。其滲碳工藝見圖4。
滲碳矯正淬火工藝及齒圈淬火冷卻采用模具矯正法。齒圈滲碳矯正淬火工藝曲線見圖4。實(shí)行模具矯正淬火,將模具和齒圈一起冷卻,使齒圈在冷卻過程中通過模具得到強(qiáng)制矯正,在隨后的長時(shí)間回火處理過程,消除了淬火冷卻時(shí)產(chǎn)生的應(yīng)力,穩(wěn)定了齒圈尺寸,防止了畸變的反彈。畸變檢驗(yàn)結(jié)果比較理想。
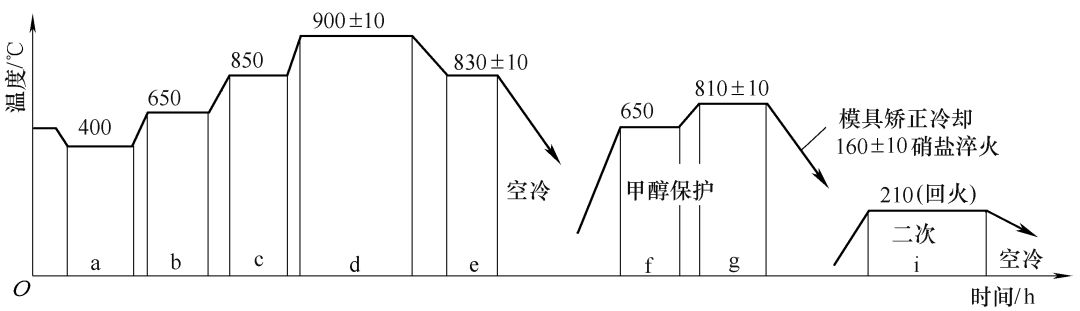
圖4 大型齒圈滲碳矯正淬火工藝曲線
5.通過調(diào)整熱處理工藝減小齒圈畸變
TY320、TY220及D65等變速箱中JT001齒圈,外齒直徑318.1mm,內(nèi)齒直徑251.7mm,寬度為51.5mm。材料為42CrMo鋼,調(diào)質(zhì)硬度262~302HBW;氮化處理后ΔM要求≤0.10mm。
(1)原熱處理工藝及畸變情況
毛坯正火(880℃×3h)+粗車后調(diào)質(zhì)(鹽浴820℃×0.5h,油淬+回火)+校正+精車后時(shí)效處理(300℃×5h)+插齒+離子氮化(520℃)后隨爐冷卻。經(jīng)檢驗(yàn),M值及變動量超差,齒圈畸變合格率僅為70%左右。
(2)改進(jìn)工藝及效果
將原來先調(diào)質(zhì)后校正再氮化改為先校正后調(diào)質(zhì)再氮化,齒圈畸變合格率達(dá)到98%以上,齒圈ΔM值變動量由調(diào)整前的Z大0.46mm減小到調(diào)質(zhì)后的0.10mm;時(shí)效溫度由原來300℃提高至560℃,此溫度既保證了加工應(yīng)力的充分釋放,又高于氮化溫度30~50℃,因而使氮化齒圈的畸變Z小,ΔM值Z大值由調(diào)整前的0.22mm減小到調(diào)整后的0.08mm。
6.通過工藝流程調(diào)整解決高頻淬火40Cr鋼齒圈畸變跳動超差問題
齒圈(見圖5),材料為40Cr鋼,技術(shù)要求:調(diào)質(zhì)硬度28~32HRC,齒部高頻淬火硬度為48~52HRC,齒圈跳動<0.048mm。
(1)高頻淬火工藝及齒圈畸變問題
高頻淬火工藝電參數(shù),電流頻率250kHz,陽極及柵極電流分別為7~7.5A和1.4~1.7A,加熱時(shí)間30~40s,冷卻水壓力≥0.2MPa。
高頻淬火時(shí)靠近φ30mm孔的部位冷卻速度快,遠(yuǎn)離φ30mm孔的部位冷卻速度慢,正是這種冷卻速度的不均勻性造成齒圈跳動超差。

圖5 40Cr鋼齒圈示意
(2)改進(jìn)工藝流程及效果
改進(jìn)后工藝流程:鍛造→粗車→調(diào)質(zhì)→精車外圓、內(nèi)孔→滾齒、去毛刺→剃齒、去毛刺→清洗→齒部高頻淬火→精車兩端面空刀→鉆孔、锪孔角→鉆孔、攻螺紋→拉單鍵槽→去毛刺噴砂處理→清洗入庫。改進(jìn)效果:經(jīng)過工藝流程的調(diào)整,高頻淬火后齒圈的跳動均在公差要求的范圍內(nèi)。
7.采用碳氮共滲工藝減小內(nèi)齒圈淬火畸變
重載自卸車轉(zhuǎn)向機(jī)構(gòu)中內(nèi)齒圈,外形φ444mm(外徑)×φ372.88mm(內(nèi)徑)×140mm(齒寬),材料20CrMnTi鋼,熱處理技術(shù)要求:表面碳濃度0.8%~1.0%(質(zhì)量分?jǐn)?shù)),共滲層深度1.1~1.5mm,表面與心部硬度分別為58~65HRC和30~45HRC,圓度≤0.5mm。金相組織為馬氏體、殘留奧氏體≤4級,碳氮化物≤5級。
(1)內(nèi)齒圈加工流程
下料→鍛造→粗加工→預(yù)先熱處理(正火)→機(jī)加工→碳氮共滲→質(zhì)量檢驗(yàn)→噴砂處理→產(chǎn)品檢驗(yàn)→入庫。
(2)熱處理碳氮共滲工藝
采用愛協(xié)林密封箱式多用爐進(jìn)行氣體碳氮共滲,降溫直接淬火。其工藝見圖6。碳氮共滲870℃×6h,強(qiáng)滲碳勢0.95%,擴(kuò)散870℃×2h,碳勢0.65%,降溫至840℃×0.5h出爐快緩冷。
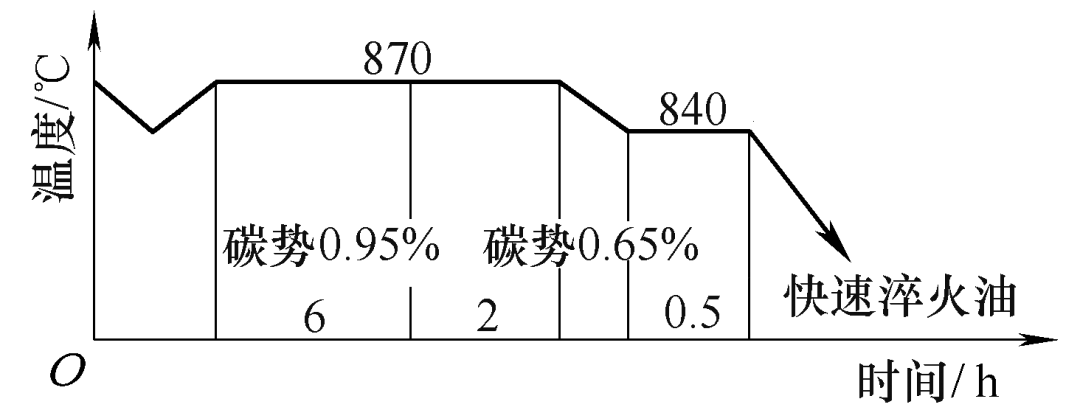
圖6 內(nèi)齒圈氣體碳氮共滲工藝
(3)熱處理二次加熱淬火工藝
碳氮共滲后緩冷,再二次加熱,內(nèi)撐式壓緊淬火,其工藝如圖7所示,淬火加熱830℃×40min。淬火采用質(zhì)量分?jǐn)?shù)為10%~15%PM淬火冷?介質(zhì),轉(zhuǎn)移時(shí)間20s,冷卻時(shí)間10s,出液溫度控制在150~180℃,近似壓淬。使用專用工裝內(nèi)撐內(nèi)孔后回火。

圖7 內(nèi)齒圈二次加熱淬火及回火工藝
(4)工裝及裝爐方式
內(nèi)齒圈的內(nèi)外徑比遠(yuǎn)大于1/2,壁薄,淬火容易產(chǎn)生圓度畸變,應(yīng)避免重疊堆放以減少重力影響。齒圈間應(yīng)有合理間距,確保圓周冷卻均勻。
(5)淬火畸變與控制
根據(jù)熱處理漲大量預(yù)留余量,保證尺寸精度;選用二次加熱淬火工藝;采用淬火壓床淬火;淬火后圓度超差件采用專用工裝定型回火。
(6)檢驗(yàn)結(jié)果
表面硬度60~65HRC,心部硬度38~40HRC,馬氏體、殘留奧氏體1級,碳氮化合物1級,外徑圓度0.13~0.30mm,均合格。
8.50Mn2鋼齒圈的中頻淬火熱處理
齒圈尺寸為φ322mm(外徑)×φ281mm(內(nèi)徑)×齒圈77mm(寬度),材料50Mn2鋼,中頻淬火技術(shù)要求為:表面硬度為50~55HRC,齒根處淬硬層在1~4mm,相當(dāng)于40HRC。齒圈的周節(jié)累計(jì)誤差<0.10mm,齒向誤差<0.055mm,齒形誤差<0.035mm。
(1)中頻淬火機(jī)床及感應(yīng)器
中頻淬火機(jī)床額定功率不能小于400kW。感應(yīng)器采用14mm×14mm的紫銅方管制作而成,匝數(shù)為5,感應(yīng)器高度為a,齒圈與感應(yīng)器之間的預(yù)留間隙為b。圖8為感應(yīng)器示意。
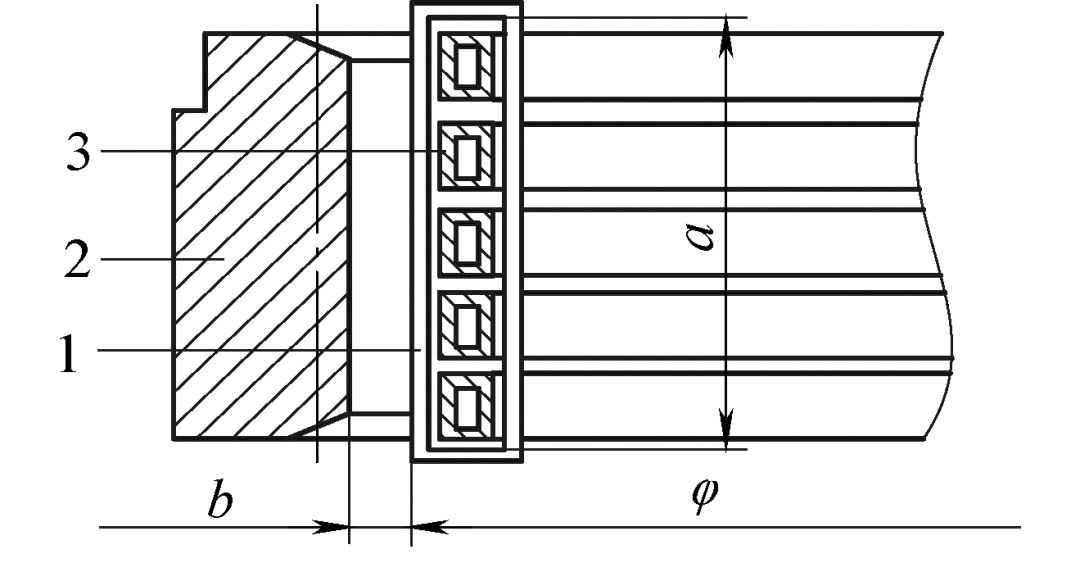
圖8 齒圈用感應(yīng)器示意
1.導(dǎo)磁體 2.齒圈 3.感應(yīng)器
(2)中頻加熱淬火規(guī)范
齒圈與感應(yīng)器之間的預(yù)留間隙:考慮到導(dǎo)磁體對磁場分布的影響因素,將感應(yīng)器的直徑增大為b+2mm。同時(shí),增加感應(yīng)器的高度為a+3mm。電加熱規(guī)范:Z高輸出電壓540V,Z高輸出電流430A,頻率8000Hz,齒圈加熱到22s時(shí)被加熱區(qū)域已經(jīng)亮紅,完全達(dá)到了淬火所需溫度。加熱方式采用同時(shí)加熱淬火方式。常用比功率為0.8~1.5kW/cm2。淬火冷卻介質(zhì):采用好富頓公司的AQ251型淬火冷卻介質(zhì),配比濃度控制在9%~13%(質(zhì)量分?jǐn)?shù))。
(3)檢驗(yàn)結(jié)果
金相組織檢驗(yàn)、尺寸檢驗(yàn)完全達(dá)到技術(shù)要求。齒根硬化層深度2.5~4.0mm。齒向跳動<0.05mm,齒形跳動<0.04mm,圓周累計(jì)誤差<0.1mm。
采用先進(jìn)的工藝及裝備控制齒圈畸變
1.采用齒圈模壓式感應(yīng)淬火和回火新技術(shù)控制高精度齒圈畸變
(1)Z新感應(yīng)加熱模壓淬火技術(shù)
德國EMA的Z新模壓淬火工藝融合了感應(yīng)淬火和壓力淬火工藝的優(yōu)點(diǎn),其主要優(yōu)點(diǎn):熱量在齒輪內(nèi)部直接產(chǎn)生,沒有熱傳導(dǎo)損失,加熱時(shí)間短,節(jié)能;加熱與淬火迅速,過程易于控制,重復(fù)性好;易于形成生產(chǎn)線,效率高;沒有污染;熱處理畸變小,齒輪Z終尺寸精度高;硬化層分布均勻。
該技術(shù)在汽車零部件行業(yè)得到成功應(yīng)用。適合于中碳鋼齒輪的直接壓淬,也適合于滲碳后的齒輪壓淬,包括齒輪(圈)、傘齒輪及同步圈等高精度的環(huán)形零件。
(2)工藝過程
圖9為熱處理畸變齒圈模壓式感應(yīng)淬火流程圖。即將畸變齒圈固定到非導(dǎo)磁性的定心和夾持裝置上(步驟1,夾持裝置具有堅(jiān)固的底部壓模和上部壓模);通過電磁感應(yīng)加熱到大約900℃(步驟2,其加熱溫度根據(jù)材料定,可通過紅外測溫儀監(jiān)測與控制);保溫一定時(shí)間后,齒圈達(dá)到相同或均勻的溫度,上下壓模加壓(步驟3);立即用淬火冷卻介質(zhì)噴淋齒輪(步驟4);步驟4淬火后,壓模裝置就不需要了。將感應(yīng)器移動到齒圈和校正芯模的組合位置(步驟5);然后對齒圈進(jìn)行回火加熱(步驟6);隨著溫度升高,齒圈發(fā)生微量膨脹,生產(chǎn)很小的縫隙(步驟7);把齒圈從芯模的另一端拔出(步驟8)。校正芯模(采用不銹鋼)可以有效防止齒圈收縮。
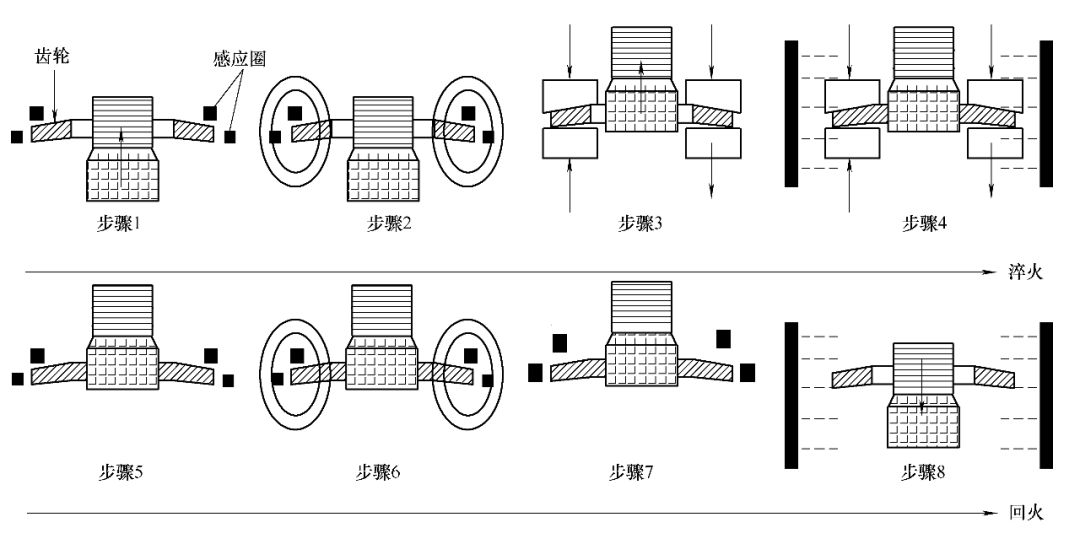
圖9 畸變齒圈模壓式感應(yīng)淬火流程圖
(3)工藝參數(shù)和結(jié)果
工藝參數(shù)和結(jié)果見表2。通過表2可以看出,齒輪畸變較小:同心度<0.03mm,圓度<0.03mm,平面度<0.05mm。
表2 16MnCrS5鋼齒輪壓淬工藝參數(shù)和檢驗(yàn)結(jié)果

2.不對稱薄壁內(nèi)齒圈化學(xué)熱處理畸變的控制方法
薄壁齒圈尺寸φ162mm(外徑)×φ111.4mm(內(nèi)徑)×48mm(厚度),材料20CrMnTi鋼。技術(shù)要求:碳氮共滲層深0.6~1.0mm,表面與心部硬度分別為58~64HRC和35~48HRC,內(nèi)孔圓度<0.10mm。
(1)原設(shè)備、工藝及齒圈畸變問題
原熱處理采用連續(xù)式滲碳爐,碳氮共滲工藝:強(qiáng)滲880℃→擴(kuò)散860℃→840℃降溫淬火。由于齒圈結(jié)構(gòu)較復(fù)雜、壁薄且不對稱,碳氮共滲淬火后內(nèi)孔圓度≥0.12mm,畸變超差。
(2)改進(jìn)后的熱處理設(shè)備及工藝
設(shè)備改用2-1-1多用爐生產(chǎn)線,該設(shè)備溫度和碳勢控制均勻而精確。由于滲層越淺,碳勢越低,畸變越小,使?jié)B層精確控制在0.6~0.7mm,金相組織控制在1~2級。
共滲工藝:強(qiáng)滲860℃→擴(kuò)散860℃→830℃降溫淬火(淬火采用今禹Y35-Ⅰ型等溫分級淬火油)。經(jīng)檢驗(yàn),內(nèi)孔圓度控制在<0.10mm,合格。
3.采用40Cr鋼高頻淬火方法取代20CrMnTi滲碳淬火減小內(nèi)齒輪畸變
聯(lián)合收割機(jī)內(nèi)齒輪尺寸為φ315mm(外徑)×φ268.2mm(內(nèi)徑)×36mm(寬度),材料為20CrMnTi鋼,模數(shù)為4mm,技術(shù)要求為:熱處理后大端面平面度<0.2mm;內(nèi)孔圓度≤0.3mm;滲碳層深度0.9~1.3mm;齒輪部硬度為59~63HRC。
(1)原工藝過程及齒圈畸變問題
原工藝過程:粗加工→滲碳→精加工→二次加熱淬火。熱處理后內(nèi)孔畸變大,內(nèi)孔圓度在0.35~0.80mm之間,畸變超差。
(2)改進(jìn)工藝及檢驗(yàn)結(jié)果
改進(jìn)齒輪材料:經(jīng)主機(jī)廠同意,決定采用40Cr鋼,先進(jìn)行整體調(diào)質(zhì)處理,保證齒輪心部硬度(強(qiáng)度),然后進(jìn)行齒部的高頻淬火,以保證畸變不超差。新的技術(shù)要求:齒坯調(diào)質(zhì)硬度269~289HBW;齒輪高頻加熱淬火后淬硬層1~1.5mm;齒面硬度50~54HRC。新工藝過程:齒坯粗加工→調(diào)質(zhì)→精加工→高頻淬火。檢驗(yàn)結(jié)果:通過冷、熱加工多次配合試驗(yàn),調(diào)整內(nèi)齒輪熱處理前參數(shù)M值,經(jīng)高頻淬火后達(dá)到技術(shù)要求。采用40Cr鋼進(jìn)行高頻淬火代替20CrMnTi滲碳淬火也降低了成本,經(jīng)裝車使用效果良好。
畸變齒圈的校正方法
齒圈淬火后形成橢圓形的校正方法如下:
(1)橢圓的熱點(diǎn)校正法
熱點(diǎn)校正法是采用在齒圈外圓凸起部位(橢圓形長軸點(diǎn))加熱,并立即快冷,通過冷縮作用使凸起部位變小的原理進(jìn)行校正。熱點(diǎn)校可采用乙炔氧氣或丙烷氧氣火焰加熱校直。
(2)具體操作
具體是在橢圓長軸外徑對稱部位熱點(diǎn)兩點(diǎn),而在橢圓短軸方向的內(nèi)徑對稱兩端各熱點(diǎn)一點(diǎn),熱點(diǎn)后應(yīng)立即快冷(如水冷等)。若橢圓度太大,可先采用加熱反擊法進(jìn)行粗略校正,再采用熱點(diǎn)校正法來校正,這樣可收到較滿意的效果。Z后進(jìn)行低溫回火170~200℃×1h,并進(jìn)行復(fù)檢。
來源:《金屬加工(熱加工)》2014年07期