



往復(fù)式壓縮機(jī):曲軸的問題修復(fù)
2025-03-051)曲軸頸部“咬毛”、輕微疤痕的修復(fù)
主軸頸和曲柄銷一般就地修復(fù)。用00#砂布或金相砂紙?jiān)阡N頸上繞一周,拉住砂布兩端作往復(fù)運(yùn)動(dòng)。有時(shí)把寬度與軸頸長(zhǎng)度相等的砂布用皮帶或繩包住繞在軸頸上,拉動(dòng)皮帶或麻繩頻頻旋轉(zhuǎn),直至疤痕、疵痕等消除后,再用布面按同樣的方法拉動(dòng),可改善表面粗糙度。有溝紋的地方用油石修光。
2)磨損曲軸的修復(fù)
①曲柄銷與主軸頸磨損后的圓度或圓柱度公差值不大于表1中有關(guān)規(guī)定的最大公差時(shí),可用油石、手銼或拋光用的木夾具中間夾細(xì)砂布進(jìn)行研磨修正。
表1 主軸頸與曲柄銷的圓度、圓柱度公差單位:mm

注:括號(hào)中為最大公差值,括號(hào)外為標(biāo)準(zhǔn)公差值。
②如圓或圓柱度公差大于表1規(guī)定的最大公差時(shí),用車床或磨床等機(jī)床光磨成統(tǒng)一尺寸。在車削或光磨軸頸時(shí),必須嚴(yán)格保持圓角半徑。
③光磨后,可在木夾具內(nèi)襯以00#砂布或細(xì)磨膏把軸頸進(jìn)一步拋光。
④圓角上的擦傷用手工修整或機(jī)械加工方法消除。
⑤凹陷的圓角或軸肩最好用焊補(bǔ)的方法進(jìn)行修復(fù)。
手工修復(fù)時(shí),必須先做胎具銼研。步驟是:
a.將軸頸圓柱分成八等分,沿軸頸長(zhǎng)度分三處。
b.按等分及各截面測(cè)量軸頸尺寸。
c.按測(cè)得的十幾個(gè)直徑數(shù)值,計(jì)算應(yīng)銼削量。
d.在最外端的截面銼出標(biāo)準(zhǔn)直徑,再沿整個(gè)軸頸進(jìn)行。修理時(shí)用千分尺、平尺校對(duì),直至合格為止。
e.銼研自制胎具由鑄鐵材料制成,取其1/3圓弧(此內(nèi)徑尺寸比修理的軸頸尺寸要精確)進(jìn)行修復(fù)。
f.軸頸磨損較大或已經(jīng)幾次修磨,軸頸尺寸已達(dá)到極限值時(shí),可采用電噴鍍,使軸頸表面形成金屬噴鍍層。為使金屬噴鍍層厚薄均勻,噴鍍前應(yīng)將軸頸按其圓柱度公差精車,噴鍍層的半徑厚度在0.5~1.2mm范圍為宜,過厚或過薄易引起脫層或強(qiáng)度不夠。噴鍍后的軸頸須經(jīng)機(jī)械加工恢復(fù)到原來尺寸。
車削、研磨后的軸頸減小量應(yīng)不大于原來軸頸的5%。
3)曲軸裂紋的修理
軸頸上有輕微的軸向裂紋時(shí),如修磨后能消除,則可繼續(xù)使用。徑向裂紋一般不加修理,因?yàn)樵谑褂眠^程中受應(yīng)力作用裂紋會(huì)逐漸擴(kuò)大,甚至發(fā)生嚴(yán)重的折斷事故。
4)曲軸彎曲和扭轉(zhuǎn)變形的校正
①彎曲變形較大的曲軸,可采用熱壓校正法。把曲軸放在V形鐵上,先用氧乙炔或噴燈對(duì)彎曲的凸面進(jìn)行局部加熱,溫度控制在500~550℃之間,即呈暗紅色。然后對(duì)彎曲凸面施加機(jī)械壓力。在加壓過程中,繼續(xù)對(duì)曲軸彎曲部位進(jìn)行緩慢加熱,加溫應(yīng)均勻。用熱壓法校正曲軸的彎曲,一般需要重復(fù)多次,直至稍有相反方向的彎曲為止。
②曲軸的彎曲和扭轉(zhuǎn)變形較小時(shí),用車削和研磨方法消除。車削和研磨后的軸頸減少量應(yīng)不大于原來軸頸的5%,同時(shí)還必須相應(yīng)地更換軸瓦。對(duì)較大的彎曲變形,校直時(shí)的反向壓彎量以不大于原彎曲量的1~1.5倍為宜,還應(yīng)使校直后的曲軸具有微量的反向彎曲。校直時(shí)應(yīng)根據(jù)變形的方向和程度,用小錘或其他風(fēng)動(dòng)工具沿曲軸進(jìn)行“冷作”,以消除集中的塑性變形。
彎曲變形的第二種校正方法如圖1。曲軸的彎曲和扭轉(zhuǎn)變形可借助于千分表來發(fā)現(xiàn)。將千分表安置在軸頸上,而軸頸分成4等分或更多的等分,緩慢地轉(zhuǎn)動(dòng)曲軸,分別測(cè)量出讀數(shù),做好記錄。
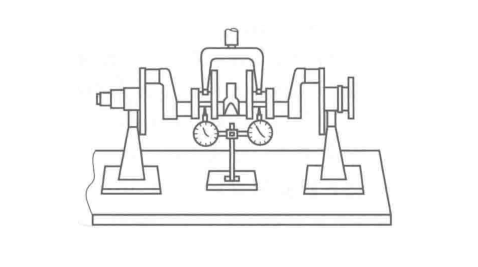
圖1 彎曲變形的千分表校正法
將曲軸架在平臺(tái)的V形鐵架上,在中間一道曲軸軸頸或軸拐軸頸擬加壓部位的下面立好千分表(最好將千分表觸點(diǎn)立在被加壓軸頸的徑向端部,這個(gè)部位的磨損量較小,數(shù)字較準(zhǔn))。然后分段緩慢地增加壓力,最后一次壓下量不能過大,以避免曲軸發(fā)生彈性變形。另外,曲軸校直時(shí)的反向壓彎量要比原彎曲量大一些,以不超過原彎曲量的1~1.5倍為宜,這樣使校直后的曲軸具有微量的反向彎曲。
5)擦傷或刮痕的修理
曲軸軸頸出現(xiàn)深達(dá)0.1mm的擦傷或刮痕,若用研磨的方法不能消除時(shí),則必須予以車削和光磨。
6)鍵槽磨損的修理
曲軸鍵槽磨損寬度不超過5%時(shí),可用鉗工、刨或銑來擴(kuò)大鍵槽進(jìn)行修復(fù),但不得超過原來寬度的15%。若鍵槽磨損寬度大于5%時(shí),須先補(bǔ)焊,然后用刨或銑加工到原來的尺寸。焊補(bǔ)的質(zhì)量很重要,故應(yīng)特別注意。
7)曲軸現(xiàn)場(chǎng)更換
壓縮機(jī)曲軸一般都是整體式。在個(gè)別情況下,如在制造和安裝方面有特殊要求時(shí),也可把曲軸分成若干部分分別制造,然后用 熱壓法、法蘭、鍵銷等永久或可拆的連接方 式組裝成一體。
8)曲柄安裝注意事項(xiàng)
從打開加熱爐門到曲柄裝在主軸上,順利時(shí)可在20min或更短的時(shí)間內(nèi)完成。但在曲柄冷縮到主軸溫度之前,應(yīng)有專人定時(shí)觀察冷卻情況,尤其當(dāng)主軸與曲柄溫差在150℃左右時(shí)要進(jìn)一步檢查主軸和曲柄的相對(duì)位置,一旦發(fā)現(xiàn)問題應(yīng)立刻采取糾正措施。
曲柄在受熱后,不僅孔徑增大,而且長(zhǎng)、寬、厚等各尺寸均有脹大,所以在安裝前主軸端要留有足夠的尺寸,以防止曲柄安裝不到位。
在固定曲柄時(shí),不允許有限制曲柄自由收縮的約束力。
安裝環(huán)境風(fēng)力過大且保溫不好時(shí),會(huì)使曲柄各部分在冷卻過程中產(chǎn)生較大的溫差。因此,在環(huán)境較差時(shí),宜采用一定的保溫和防風(fēng)措施。
來源:泵閥儀表