



汽輪機轉(zhuǎn)子軸頸劃傷事故處理
2012-04-18 汽輪機軸頸劃傷的原因通常是由于系統(tǒng)中有雜物。一般情況下,新安裝機組是由于油系統(tǒng)管道臟,有電焊渣、金屬氧化皮等雜物,隨油進入軸瓦,磨損軸頸。而老機組是由于油系統(tǒng)管道銹蝕,在運行中銹片脫落進入軸瓦造成軸頸磨損拉溝。據(jù)了解,劃傷的多是在油系統(tǒng)管道末端的軸頸,這是因為管道末端的雜物較多。實踐證明,若在末端軸瓦來油管道上加裝磁棒濾網(wǎng),可大大減少進入軸瓦的金屬顆粒,有效地控制軸頸的磨損。
對于汽輪發(fā)電機組轉(zhuǎn)子軸頸的磨損,拉溝處理,以往的方法是熱噴涂和刷鍍,其效果不是很好,長時間運行有脫落和起層現(xiàn)象。2000年2月,秦皇島發(fā)電有限責任公司300MW機組在大修時發(fā)現(xiàn)發(fā)電機勵端軸頸磨有4道深溝,Z深的道有1mm深,1.5mm寬。經(jīng)研究,決定對較深的溝痕進行微弧焊處理。采用此方法進行處理,經(jīng)過幾年的運行,對處理后的軸頸進行解體檢查,沒有出現(xiàn)脫落起皮現(xiàn)象,效果很好。
1 處理軸頸劃傷的試驗
1.1微弧焊原理
微弧焊接工藝是將電源存儲的高電能,在高合金電極與金屬母材間進行瞬時高頻釋放,形成空氣電離通道,使電極與母材表面產(chǎn)生瞬間的微區(qū)高溫、高壓的物理化學(xué)的冶金過程。同時在微電場作用下,微區(qū)內(nèi)離子態(tài)的電極材料熔滲、擴散到母材基體,形成冶金結(jié)合。由于堆焊過程是在瞬間高溫——冷卻中進行的,在狹窄的堆焊過濾區(qū)會得到超細奧氏體組織。另外,堆焊在微區(qū)內(nèi)快速進行,對母材的熱輸入量極低,焊層的殘余應(yīng)力小至可忽略不計。
1.2堆焊試驗
為慎重起見,在對汽輪機轉(zhuǎn)子軸頸施焊前進行了試樣試驗。根據(jù)發(fā)電機轉(zhuǎn)子軸頸的材料34Cr2Ni3MoV,選擇35CrMoV作為試樣基本材料,其尺寸為60mm×400mm。
1.2.1工藝要求
將圓鋼打磨出100mm×30mm的面,然后將試樣基體與微弧焊機的地線緊固連接,選擇規(guī)格為3.2mm×6.0mm的ERNiCr-3作為堆焊電極,在試樣表面堆焊,厚度為1mm。進行微弧焊時保證焊接區(qū)域溫度在200℃以下,不間斷連續(xù)焊接。焊后修理打磨光滑,修后表面達到母材的粗糙度,經(jīng)測試硬度略低于母材,檢驗合格。如圖1所示。
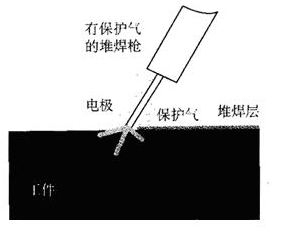
圖1 微弧焊接工作示意
1.2.2試驗分析
微弧堆焊后,用線切割方法獲得堆焊層截面,制備金相試樣。由堆焊層截面金相照片可知,堆焊層無氣孔、氧化物夾渣、裂紋等焊接缺陷:堆焊層、母材過渡層的晶粒細小,無長大傾向;堆焊層組織為極細小柱狀晶體結(jié)構(gòu),證明該堆焊層具有良好的耐腐蝕、耐磨損性能。
經(jīng)堆焊層Ni,Cr元素的能譜分析,微弧堆焊的熱影響區(qū)僅為10μm。顯示堆焊熱影響區(qū)極窄,焊接殘余應(yīng)力可忽略。經(jīng)顯微硬度測定,可知堆焊層、熱影響區(qū)的平均硬度與基體硬度HVV220極其接近。
1.3焊層的結(jié)合強度試驗
(1)定性試驗
在圓柱試樣表面上,微弧焊接一層0.5~2mm深的溝槽,微弧焊接補覆至溝槽全填滿并磨平,然后將溝槽部位剩余基材銑削除去,中部剩下的則全是焊補材料,再進行拉伸試驗。
試樣在補層與基材界面斷裂,其強度已超過230MPa。結(jié)果表明,修復(fù)層與基體材料的結(jié)合強度良好。
2 軸頸劃傷的修復(fù)
秦皇島發(fā)電有限責任公司采用微弧堆焊設(shè)備,輸出功率為1400W,放電率50~1200Hz。焊接時節(jié)采用氬氣保護,作為陽極的自耗電極在工件磨損部位以4700r/s高速旋轉(zhuǎn)移動,產(chǎn)生高頻火花放電,形成致密、均勻的堆焊層,厚度達2mm以上;通過調(diào)整火花放電頻率,可獲得不同焊層表面粗糙度。該設(shè)備可堆焊金屬、合金,材料選擇范圍大,堆焊工藝過程簡單,熱輸量低(修復(fù)中的基本溫度保持在60℃左右),基體不變形,不咬邊;設(shè)備移動方便,適于現(xiàn)場修復(fù)汽輪機及發(fā)電機轉(zhuǎn)子軸頸拉傷溝槽、閥門面、導(dǎo)桿、水泵軸拉傷及銹蝕缺陷。
通過對汽輪機發(fā)電機組轉(zhuǎn)子軸頸拉溝進行微弧焊處理,堆焊后表面硬度微低于軸頸母材,經(jīng)打磨表面粗糙度達到設(shè)計要求。其使用效果很好,解決了以往汽輪機轉(zhuǎn)子軸頸拉溝不能補焊的問題,為機組的安全穩(wěn)定運行打下了好好的基礎(chǔ)。