



球軸承菊形保持架一次切齒模設計
2012-04-23 摘 要:球軸承菊形保持架一次切齒模設計由以往的多工序加工改為單工序加工,提高了生產效率,降低了生產成本,模具結構合理緊湊,沖裁效果良好,產品質量明顯提高,進而也大大地節約了人力、物力和財力,取得良好的經濟效益。
關鍵字:多工序加工;復合切齒模;一次沖裁;互換性
1 菊形保持架的基本要求
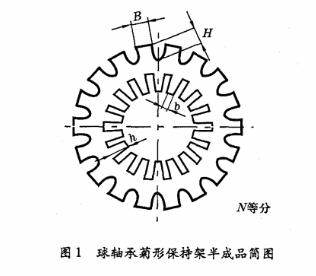
1)圖1所示為球軸承菊形保持架半成品,其環帶寬在40~50mm之間,采用板厚1.5~2.0mm的08#或10#鋼板沖壓制作,工件內齒與外齒等分數N相同。產品要求外齒齒梁寬B在6~8mm之間,外齒長H在15~13mm之間,內齒齒梁寬b在4~3mm之間,內齒長h在13~10mm之間,內外齒相互錯位、內外齒等分偏差≤0.05mm,內、外齒梁寬偏差△B、△b≤0.08mm,內外齒中心位置偏差≤0.1mm。產品必須無毛刺、無變形、無劃傷、無墊傷,不需任何外觀處理即可向下一道工序進行移動。在實際生產過程中,此類產品生產量大,為滿足批量生產和提高生產效率,需設計一套生產率高、壽命長、精度高的一次內外齒同時沖切模具。
2)工藝設計為多工序加工,先切外齒,后切內齒。多工序加工過程中生產工序多、產量低、生產周期長、占用設備多,增加了產品的搬運工作量、增加了工人的勞動強度。
3)多工序加工時,切內齒凸模設計如圖2所示。

此種設計方法難以在線切割機床上直接加工,每個齒形都必須依靠鉗工手工銼出來,等分的偏差難以保證。凹模是依照凸模配研制作,對鉗工個人技術要求較高,限制了該模具的多品種加工與推廣。
4)鉗工把凸模銼好后再進行局部熱處理,熱處理后凸模易發生微小變形,變形后的凸模就無法進行下一步的精加工。依照凸模配研的凹模,經過熱處理后也易發生變形。這樣加工將造成凹模、凸模齒形與中心線不對稱,凹、凸模配合間隙無法保證,若凸模齒部出現崩刃或折斷,因凹模、凸模無互換性,造成此模具報廢,增加了模具的制作成本。
5)加工出的產品,毛刺大、變形大、中心對稱度偏差大、等分偏差大,經過二次定位,內齒、外齒相互位置錯位無法達到工藝要求,為下一道工序加工帶來諸多不利。針對不同的問題,需要對模具不斷的進行維修和調整,無形中增加了中停時間與模具時間,延長生產周期。
6)上工序不能提供符合工藝要求的產品,制成成品后組裝,直接影響產品的質量, 難以同國外的同類產品相競爭,且不能批量生產。
2 改進后的工藝及模具的設計
改進后,工藝設計為復合模切齒。復合模具的設計提高了模具的精度和壽命,生產出的產品能通過一次沖裁形成,避免了模具定位不準或因多次定位而導致產品變形的問題,提高了生產效率和產品質量。模具設計為一體式與鑲嵌式相結合,內齒、外齒同時沖裁即一次沖裁便生產出合格的產品(如圖3所示)。

2.1改進設計工藝分析
1)切齒凹模、凸模、凹凸模的設計,所用材料采用T7或T8優質工具鋼,熱處理硬度為HRC60~62,工作刃口的表面粗糙度Ra值為0.8μm;
2)切外齒凸模19的設計,將齒加工設計為連通的,以便于數控走絲切割機加工;
3)切內齒凸模7因受產品工藝要求的限制,將切內齒凸模設計成鑲嵌式。因內齒筋梁寬b在4~3mm之間,為減少局部沖裁力過大,防止凹模崩刃,內凸模間隔高度相差10~15mm;
4)切齒凹凸模12外齒設計成開口式,并在件14開斜口利于出廢料,以免有廢料堵塞;
5)切齒凹凸模12內齒設計成封閉式,以增強刃口抗沖裁力的強度。
此種設計方案要求所有的切齒凸模、凹模、凹凸模都可在線切割機床上直接加工,確保了加工出的模具的等分偏差≤0.05mm;內外齒凸模寬度、長度的偏差≤0.05mm;切齒的凹凸模內齒形與外齒形相互錯位偏差≤0.08mm;凹模與凸模可任轉任換,大大提高了凹模、凸模之間的互換性。同時加工過程中也減少了鉗工的工作量,提高了模具的精度,減少了模具的制作時間,提高了產品的生產效率。切內齒凸模是單件的,如有一個崩刃或折斷,可進行更換、修復,整套工裝可繼續使用。此種模具加工周期短、精度高,便于各種規格的加工制作。
加工出的產品,內外齒形的等分偏差≤0.03mm,內外齒齒梁寬偏差≤0.05mm,內外齒位置相互偏差≤0.08mm,且產品無毛刺、無劃傷、無變形,不需任何外觀處理,即可向下工序移動,完全符合設計工藝要求。
2.2沖裁間隙的確定
由參考文獻[1],C=mt,取m=10%~15%,由于等分數較多,沖裁產品必須無毛刺,即沖裁間隙取C=0.12t。
在沖裁凹凸模下面設計了一塊緩沖板,以防止沖裁力過大而使凹凸模下陷,而影響模具的使用壽命。為了延長模具使用壽命,凹凸模刃口下面應留有0.8~1.2mm的退廢料間隙,以防止廢料堵塞。
2.3 模架的設計
本模具沖裁力大,精度較高,要求模具具有較高的導向精度,故將模架設計成對稱滾動導向,其精度為0級。
另外,同系列、不同規格的產品所用的模板、模座、導向系列均可設計成通用,這樣可極大降低生產成本,縮短加工周期。
3 結束語
該規格模具由以往的多工序加工改為單工序加工,提高了生產效率,降低了生產成本,模具結構合理緊湊,沖裁效果良好,產品質量明顯提高,進而也大大地節約了人力、物力和財力,取得良好的經濟效益。另外,通過對該類型多種規格產品試制表明,該模具設計是先進、合理、可行的,具有廣泛的使用價值,尤其適合大批量生產。
參考文獻
[1]陳炎嗣,郭景儀.沖壓模具設計與制造技術[M].北京出版社,1991.