



鋼球磨煤機(jī)空心大軸檢修校直工藝方法
2019-01-03于淼
(青島遠(yuǎn)洋船員職業(yè)學(xué)院)
(青島遠(yuǎn)洋船員職業(yè)學(xué)院)
1 鋼球磨煤機(jī)工作原理
鋼球磨煤機(jī)是按撞擊原理工作的,內(nèi)筒所裝鋼球隨筒體旋轉(zhuǎn)時(shí),鋼球上升到相應(yīng)高度落下,球在筒內(nèi)撓動(dòng)并打碎煤粒。BM370/850,用滾筒直徑和長度之比來表示。即滾筒直徑為3700mm,長度為8500mm。筒內(nèi)有鋼板制成的圓筒和兩個(gè)帶空心軸的端蓋焊接在一起。端蓋即圓筒內(nèi)襯有波浪形的鋼瓦,用螺栓與筒體聯(lián)接起來,在筒與鋼瓦之間有石棉板等保溫材料。筒的外殼裝有毛氈隔音層及金屬保護(hù)罩。筒體用兩端的空心軸支持在兩個(gè)下端為球面支撐面的大瓦上,筒體空心軸直徑2000mm,大瓦寬700mm,大瓦支撐球面可以調(diào)整。入口大瓦帶推力盤,稱為推力大瓦。大瓦鎢金使用牌號(hào)為B16鎢金。鋼球磨煤機(jī)使用大功率低轉(zhuǎn)速的同步電動(dòng)機(jī)(1600kW、100r/min、6000V)經(jīng)齒輪聯(lián)軸器直接驅(qū)動(dòng)小齒輪,大齒輪套裝在滾筒入口端,小齒輪支撐在軸承座上。如圖1所示。
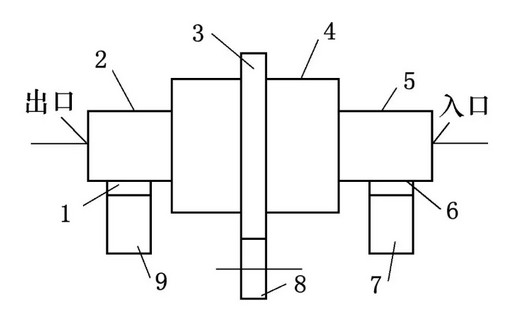
圖1
1、6.鎢金大瓦;2、5.空心軸;3.大齒輪;4.筒體;7、9.軸承座;8.小齒輪
2 鋼球磨煤機(jī)空心大軸修理方法
結(jié)合設(shè)備實(shí)際情況制定兩種修理空心大軸的方法。
(1)磨軸跑合法,用以解決因表面粗糙度、空心大軸(材質(zhì)40Cr)與軸承(錫基軸承合金)大瓦動(dòng)態(tài)接觸不良引起的燒瓦。
將需要進(jìn)行磨光一側(cè)的大瓦出口、入口油管路與潤滑站系統(tǒng)拆開,另接1個(gè)專用油箱和臨時(shí)管路,裝1臺(tái)濾油機(jī)作臨時(shí)供油用。
將大瓦上蓋拆掉,裝1個(gè)臨時(shí)遮蓋,兩側(cè)留出空檔,能伸手摸到大軸,如在運(yùn)行中需解決大軸帶鎢金大瓦溫升太快太高問題時(shí),不用拆上蓋,打開檢查箱蓋即可。在大軸向上轉(zhuǎn)的一側(cè)搭1個(gè)工作平臺(tái)。
先用盤車裝置轉(zhuǎn)動(dòng)大齒輪,消除表面軸承跑合金屑,并用油石壓磨大軸表面。再起動(dòng)大齒輪,用細(xì)油石進(jìn)行磨軸,用手摸大軸表面,溫度超過70℃,發(fā)熱處多磨,此時(shí)油石上將沾滿軸承跑合金屑,應(yīng)不斷更換油石,并將使用過的油石表面軸承合金屑用鋼絲刷沾柴油刷掉再用。當(dāng)大軸溫度太高時(shí),應(yīng)停車?yán)鋮s后,再起動(dòng)大罐磨軸,直到能長期轉(zhuǎn)動(dòng),大軸表面溫度不高,不再帶鎢金為止。
磨軸完畢,拆除臨時(shí)油管路,恢復(fù)原來的供油系統(tǒng),試車至工作要求。
(2)砂輪磨軸法,解決空心大軸加工精度差引起的燒瓦問題。對(duì)于大軸表面銹蝕嚴(yán)重、表面麻坑太深且面積大的缺陷和消除大軸加工公差太大,錐度、圓度大于0.20mm的缺陷,磨軸跑合法就不易解決問題,不能保證長期使用,就要采用砂輪磨軸法,其方法步驟如下所述。
制作專用砂輪磨軸工具:利用1臺(tái)車床(CA6150),將床身底部作支撐架與大瓦底座固定好,將車床小溜板拆掉,裝上1臺(tái)2.2kW、2850r/min的電動(dòng)機(jī),通過一對(duì)三角皮帶輪(i=1∶5)升速帶動(dòng)砂輪轉(zhuǎn)動(dòng),砂輪轉(zhuǎn)速4200r/min,砂輪直徑150mm,砂輪線速度為32.83m/s。砂輪頭裝至大軸頂端效果更好。如圖2所示。
(1)磨軸跑合法,用以解決因表面粗糙度、空心大軸(材質(zhì)40Cr)與軸承(錫基軸承合金)大瓦動(dòng)態(tài)接觸不良引起的燒瓦。
將需要進(jìn)行磨光一側(cè)的大瓦出口、入口油管路與潤滑站系統(tǒng)拆開,另接1個(gè)專用油箱和臨時(shí)管路,裝1臺(tái)濾油機(jī)作臨時(shí)供油用。
將大瓦上蓋拆掉,裝1個(gè)臨時(shí)遮蓋,兩側(cè)留出空檔,能伸手摸到大軸,如在運(yùn)行中需解決大軸帶鎢金大瓦溫升太快太高問題時(shí),不用拆上蓋,打開檢查箱蓋即可。在大軸向上轉(zhuǎn)的一側(cè)搭1個(gè)工作平臺(tái)。
先用盤車裝置轉(zhuǎn)動(dòng)大齒輪,消除表面軸承跑合金屑,并用油石壓磨大軸表面。再起動(dòng)大齒輪,用細(xì)油石進(jìn)行磨軸,用手摸大軸表面,溫度超過70℃,發(fā)熱處多磨,此時(shí)油石上將沾滿軸承跑合金屑,應(yīng)不斷更換油石,并將使用過的油石表面軸承合金屑用鋼絲刷沾柴油刷掉再用。當(dāng)大軸溫度太高時(shí),應(yīng)停車?yán)鋮s后,再起動(dòng)大罐磨軸,直到能長期轉(zhuǎn)動(dòng),大軸表面溫度不高,不再帶鎢金為止。
磨軸完畢,拆除臨時(shí)油管路,恢復(fù)原來的供油系統(tǒng),試車至工作要求。
(2)砂輪磨軸法,解決空心大軸加工精度差引起的燒瓦問題。對(duì)于大軸表面銹蝕嚴(yán)重、表面麻坑太深且面積大的缺陷和消除大軸加工公差太大,錐度、圓度大于0.20mm的缺陷,磨軸跑合法就不易解決問題,不能保證長期使用,就要采用砂輪磨軸法,其方法步驟如下所述。
制作專用砂輪磨軸工具:利用1臺(tái)車床(CA6150),將床身底部作支撐架與大瓦底座固定好,將車床小溜板拆掉,裝上1臺(tái)2.2kW、2850r/min的電動(dòng)機(jī),通過一對(duì)三角皮帶輪(i=1∶5)升速帶動(dòng)砂輪轉(zhuǎn)動(dòng),砂輪轉(zhuǎn)速4200r/min,砂輪直徑150mm,砂輪線速度為32.83m/s。砂輪頭裝至大軸頂端效果更好。如圖2所示。
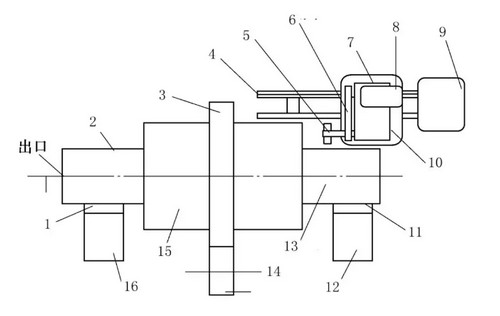
圖2
1、11.鎢金大瓦;2、13.空心軸;3.大齒輪;4.車床導(dǎo)軌;5.砂輪磨頭;6.三角帶;7.中溜板;8.電動(dòng)機(jī);9.車床床頭箱;10.大溜板12、16.軸承座;14.小齒輪;15.筒體
在軸承大瓦座上安裝3塊百分表,將觸頭放在軸頸外圓測(cè)量大軸徑向跳動(dòng)。在中溜板上安裝1塊百分表,能跟隨刀架移動(dòng)測(cè)得不同位置床身導(dǎo)軌與大軸外圓的平行數(shù)(全長≤0.10mm),測(cè)量讀數(shù)的記錄按端蓋加強(qiáng)筋的端面均分為10等份。
裝設(shè)新的潤滑油系統(tǒng),將需要磨軸端的原循環(huán)油系統(tǒng)拆開,裝1臺(tái)濾油機(jī)專門進(jìn)行潤滑循環(huán),潤滑油使用40#機(jī)油,在軸轉(zhuǎn)動(dòng)方向下側(cè)加裝噴油潤滑管。作為磨軸過程潤滑油,在下瓦口的接合面處,裝設(shè)密封毛氈,毛氈用三角鐵固定在三角架上,并使密封保持一定斜度,與水平面成45°。使磨軸過程中油及雜物流至外側(cè),防止流入大瓦而磨傷大瓦。
空心軸磨削的專用材料。砂輪磨料:白剛玉GB,粘度:60#~100#。硬度:中軟2(ZR2)~中2(Z2)。結(jié)合劑:陶瓷A形狀尺寸:p形150mm×32mm×25mm。組織:4#緊密組織。油石:GB或GZ240#。硬度:ZR2~Z2。結(jié)合劑:陶瓷A或X。尺寸:250mm×50mm×30mm布輪及拋光膏。
磨頭縱向滑道找正:磨頭縱向滑道找正是磨軸的重要環(huán)節(jié),直接影響磨軸質(zhì)量。首先將車床調(diào)至水平位置,用百分表分別靠在大軸的頂面和側(cè)面,搖動(dòng)大溜板來回滑動(dòng)進(jìn)行粗磨前的試找正(直線度誤差≤0.20mm)。
粗磨時(shí),應(yīng)從大軸圓度Z大的一點(diǎn)開始,將大軸轉(zhuǎn)動(dòng)使大軸橢圓Z大的點(diǎn)與砂輪相切,用平尺沿軸向緊靠軸表面,找出大軸圓度相差Z大的兩點(diǎn)進(jìn)行縱向滑道的初步找正。Z后根據(jù)大軸的直線度(嚴(yán)重時(shí)大小頭誤差大于1mm)誤差的大小,及誤差位置作車床導(dǎo)軌的Z后找正。
用粗磨試切法檢查軸表面軸向凸凹情況,決定開始磨軸的橫向進(jìn)刀點(diǎn),利用刀架上裝的百分表測(cè)出大軸的Z大凸起點(diǎn)為零點(diǎn),開動(dòng)光杠進(jìn)給開關(guān)。往返把大軸外圓磨一次。從百分表上反映的數(shù)值,來確定軸向凸凹不平情況,校對(duì)刀架與軸頸實(shí)測(cè)的偏差是否相符,百分表的Z低點(diǎn)示值是否是軸的Z細(xì)點(diǎn)。Z后根據(jù)百分表反映的Z大讀數(shù)點(diǎn)(0.20mm)為開始橫向的進(jìn)刀點(diǎn)。
進(jìn)刀量的控制數(shù)。縱向進(jìn)刀量:粗磨0.6×B(mm)/大軸轉(zhuǎn)一周(B為砂輪片厚度);細(xì)磨:0.3×B(mm)/大軸轉(zhuǎn)一周(B為砂輪片厚度)。橫向進(jìn)刀量:粗磨0.03mm;細(xì)磨0.01~0.02mm。
校對(duì)砂輪片徑向外圓與縱向?qū)к壥蛊淦叫卸龋ㄕ`差≤0.10mm)一致。磨具應(yīng)固定牢固、運(yùn)轉(zhuǎn)平穩(wěn)、無振動(dòng)和噪聲,并裝有完好防護(hù)罩。
磨軸中,磨完一個(gè)單行程,必須停下車詳細(xì)檢查錐度(大小頭允差<0.03mm)和圓度(0.02mm以內(nèi))的變化情況,根據(jù)檢查情況隨時(shí)調(diào)整進(jìn)刀位置和進(jìn)刀量。如發(fā)現(xiàn)誤差有增大趨勢(shì),要重新調(diào)整車床縱向找正位置。
連續(xù)磨軸,當(dāng)大軸上銹蝕麻坑基本消失時(shí),使用自制專用橋型量規(guī),一端帶百分表,百分表觸頭向著軸徑外圓,通過多次測(cè)量,百分表反映的圓度和錐度誤差均在0.01mm以下,磨軸完成。
用砂輪磨軸后,拆下砂輪,換上布輪。起動(dòng)布輪加拋光劑進(jìn)行拋光,拋至表面粗糙度值至少達(dá)到Ra=1.6μm。
將磨軸后的雜質(zhì)清理干凈,用柴油清洗。裝上上瓦蓋,恢復(fù)原潤滑系統(tǒng),滿負(fù)荷試驗(yàn)轉(zhuǎn)動(dòng)大軸,試車大瓦溫升符合要求(不超過60℃),則磨軸合格。
3 鋼球磨煤機(jī)試車應(yīng)注意的問題
裝設(shè)新的潤滑油系統(tǒng),將需要磨軸端的原循環(huán)油系統(tǒng)拆開,裝1臺(tái)濾油機(jī)專門進(jìn)行潤滑循環(huán),潤滑油使用40#機(jī)油,在軸轉(zhuǎn)動(dòng)方向下側(cè)加裝噴油潤滑管。作為磨軸過程潤滑油,在下瓦口的接合面處,裝設(shè)密封毛氈,毛氈用三角鐵固定在三角架上,并使密封保持一定斜度,與水平面成45°。使磨軸過程中油及雜物流至外側(cè),防止流入大瓦而磨傷大瓦。
空心軸磨削的專用材料。砂輪磨料:白剛玉GB,粘度:60#~100#。硬度:中軟2(ZR2)~中2(Z2)。結(jié)合劑:陶瓷A形狀尺寸:p形150mm×32mm×25mm。組織:4#緊密組織。油石:GB或GZ240#。硬度:ZR2~Z2。結(jié)合劑:陶瓷A或X。尺寸:250mm×50mm×30mm布輪及拋光膏。
磨頭縱向滑道找正:磨頭縱向滑道找正是磨軸的重要環(huán)節(jié),直接影響磨軸質(zhì)量。首先將車床調(diào)至水平位置,用百分表分別靠在大軸的頂面和側(cè)面,搖動(dòng)大溜板來回滑動(dòng)進(jìn)行粗磨前的試找正(直線度誤差≤0.20mm)。
粗磨時(shí),應(yīng)從大軸圓度Z大的一點(diǎn)開始,將大軸轉(zhuǎn)動(dòng)使大軸橢圓Z大的點(diǎn)與砂輪相切,用平尺沿軸向緊靠軸表面,找出大軸圓度相差Z大的兩點(diǎn)進(jìn)行縱向滑道的初步找正。Z后根據(jù)大軸的直線度(嚴(yán)重時(shí)大小頭誤差大于1mm)誤差的大小,及誤差位置作車床導(dǎo)軌的Z后找正。
用粗磨試切法檢查軸表面軸向凸凹情況,決定開始磨軸的橫向進(jìn)刀點(diǎn),利用刀架上裝的百分表測(cè)出大軸的Z大凸起點(diǎn)為零點(diǎn),開動(dòng)光杠進(jìn)給開關(guān)。往返把大軸外圓磨一次。從百分表上反映的數(shù)值,來確定軸向凸凹不平情況,校對(duì)刀架與軸頸實(shí)測(cè)的偏差是否相符,百分表的Z低點(diǎn)示值是否是軸的Z細(xì)點(diǎn)。Z后根據(jù)百分表反映的Z大讀數(shù)點(diǎn)(0.20mm)為開始橫向的進(jìn)刀點(diǎn)。
進(jìn)刀量的控制數(shù)。縱向進(jìn)刀量:粗磨0.6×B(mm)/大軸轉(zhuǎn)一周(B為砂輪片厚度);細(xì)磨:0.3×B(mm)/大軸轉(zhuǎn)一周(B為砂輪片厚度)。橫向進(jìn)刀量:粗磨0.03mm;細(xì)磨0.01~0.02mm。
校對(duì)砂輪片徑向外圓與縱向?qū)к壥蛊淦叫卸龋ㄕ`差≤0.10mm)一致。磨具應(yīng)固定牢固、運(yùn)轉(zhuǎn)平穩(wěn)、無振動(dòng)和噪聲,并裝有完好防護(hù)罩。
磨軸中,磨完一個(gè)單行程,必須停下車詳細(xì)檢查錐度(大小頭允差<0.03mm)和圓度(0.02mm以內(nèi))的變化情況,根據(jù)檢查情況隨時(shí)調(diào)整進(jìn)刀位置和進(jìn)刀量。如發(fā)現(xiàn)誤差有增大趨勢(shì),要重新調(diào)整車床縱向找正位置。
連續(xù)磨軸,當(dāng)大軸上銹蝕麻坑基本消失時(shí),使用自制專用橋型量規(guī),一端帶百分表,百分表觸頭向著軸徑外圓,通過多次測(cè)量,百分表反映的圓度和錐度誤差均在0.01mm以下,磨軸完成。
用砂輪磨軸后,拆下砂輪,換上布輪。起動(dòng)布輪加拋光劑進(jìn)行拋光,拋至表面粗糙度值至少達(dá)到Ra=1.6μm。
將磨軸后的雜質(zhì)清理干凈,用柴油清洗。裝上上瓦蓋,恢復(fù)原潤滑系統(tǒng),滿負(fù)荷試驗(yàn)轉(zhuǎn)動(dòng)大軸,試車大瓦溫升符合要求(不超過60℃),則磨軸合格。
3 鋼球磨煤機(jī)試車應(yīng)注意的問題
鋼球磨煤機(jī)旋轉(zhuǎn)機(jī)械試車時(shí),必須嚴(yán)格遵照試車規(guī)程進(jìn)行,并全面掌握待試機(jī)械的工作特性和可能出現(xiàn)的運(yùn)行故障,做好安全保護(hù)裝置的檢查,以及準(zhǔn)備好需要采取的緊急措施和停機(jī)方法。
(1)在準(zhǔn)備起動(dòng)前,對(duì)旋轉(zhuǎn)部件是否活動(dòng)自如應(yīng)有充分的把握,可盤動(dòng)幾轉(zhuǎn),觀察有無卡滯現(xiàn)象。各潤滑部位是否已得到足夠的潤滑,進(jìn)油和排油是否正常,也應(yīng)進(jìn)行仔細(xì)地檢查。對(duì)于外露的旋轉(zhuǎn)零部件,其所有的聯(lián)接處是否緊固可靠,是否能經(jīng)受長期的離心力和振動(dòng)影響而不致降低聯(lián)接可靠性,也必須作周密的檢查和分析。
(2)起動(dòng)試運(yùn)轉(zhuǎn),不能突然加速,也不能在短時(shí)間內(nèi)升速至額定工作轉(zhuǎn)速。開始起動(dòng)應(yīng)為點(diǎn)動(dòng)或短時(shí)間試轉(zhuǎn),并觀察其轉(zhuǎn)速逐漸降低所需的滑行時(shí)間,以便及時(shí)發(fā)現(xiàn)可能出現(xiàn)的動(dòng)靜部分摩擦、軸承工作不正常等現(xiàn)象。
(3)在起動(dòng)后的運(yùn)轉(zhuǎn)過程中,必須按照試車規(guī)程,遵照由低速到高速、由空負(fù)荷到滿負(fù)荷的基本規(guī)則逐步進(jìn)行。在此過程中,更需要倍加注意其振動(dòng)、工作溫度和噪聲、受熱膨脹的零部件的熱脹情況,以及聯(lián)接部位的緊固狀況等。
通過以上各種檢修工藝方法檢修及試車后,再起動(dòng)鋼球磨煤機(jī),長期轉(zhuǎn)動(dòng),空心大軸表面溫度不再升高,不再帶鎢金。滿負(fù)荷試驗(yàn)轉(zhuǎn)動(dòng)大軸,試車大瓦溫升符合要求(不超過60℃),檢修合格。避免了運(yùn)輸周轉(zhuǎn)過程中的費(fèi)用,產(chǎn)生了可觀的經(jīng)濟(jì)效益,得到了廠家驗(yàn)收人員的認(rèn)可。
(1)在準(zhǔn)備起動(dòng)前,對(duì)旋轉(zhuǎn)部件是否活動(dòng)自如應(yīng)有充分的把握,可盤動(dòng)幾轉(zhuǎn),觀察有無卡滯現(xiàn)象。各潤滑部位是否已得到足夠的潤滑,進(jìn)油和排油是否正常,也應(yīng)進(jìn)行仔細(xì)地檢查。對(duì)于外露的旋轉(zhuǎn)零部件,其所有的聯(lián)接處是否緊固可靠,是否能經(jīng)受長期的離心力和振動(dòng)影響而不致降低聯(lián)接可靠性,也必須作周密的檢查和分析。
(2)起動(dòng)試運(yùn)轉(zhuǎn),不能突然加速,也不能在短時(shí)間內(nèi)升速至額定工作轉(zhuǎn)速。開始起動(dòng)應(yīng)為點(diǎn)動(dòng)或短時(shí)間試轉(zhuǎn),并觀察其轉(zhuǎn)速逐漸降低所需的滑行時(shí)間,以便及時(shí)發(fā)現(xiàn)可能出現(xiàn)的動(dòng)靜部分摩擦、軸承工作不正常等現(xiàn)象。
(3)在起動(dòng)后的運(yùn)轉(zhuǎn)過程中,必須按照試車規(guī)程,遵照由低速到高速、由空負(fù)荷到滿負(fù)荷的基本規(guī)則逐步進(jìn)行。在此過程中,更需要倍加注意其振動(dòng)、工作溫度和噪聲、受熱膨脹的零部件的熱脹情況,以及聯(lián)接部位的緊固狀況等。
通過以上各種檢修工藝方法檢修及試車后,再起動(dòng)鋼球磨煤機(jī),長期轉(zhuǎn)動(dòng),空心大軸表面溫度不再升高,不再帶鎢金。滿負(fù)荷試驗(yàn)轉(zhuǎn)動(dòng)大軸,試車大瓦溫升符合要求(不超過60℃),檢修合格。避免了運(yùn)輸周轉(zhuǎn)過程中的費(fèi)用,產(chǎn)生了可觀的經(jīng)濟(jì)效益,得到了廠家驗(yàn)收人員的認(rèn)可。
來源:《金屬加工(冷加工)2018年06期