



高速切削技術簡介
2022-04-12來源:張軍技能大師工作室
一、概念:高速切削是一個相對概念,是相對常規切削而言,用較高的切削速度對工件進行切削。一般認為應是常規切削速度的5~10倍。高速切削的速度范圍與加工方法和工件材料密切相關。
二、高速切削的應用領域:
1、航空航天工業輕合金的加工:飛機上的零件通常采用“整體制造法”,其金屬切除量相當大(一般在70%以上),采用高速切削可以大大縮短切削時間。
2、模具制造業:型腔加工同樣有很大的金屬切除量,過去一直為電加工所壟斷,其加工效率低。
3、汽車工業:對技術變化較快的汽車零件,采用高速加工。(過去多用組合機加 工,柔性差)
4、難加工材料的加工(如:Ni基高溫合金和Ti合金)。
5、纖維增強復合材料加工。
6、精密零件加工、薄壁易變形零件的加工。
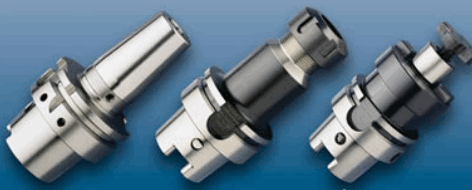
三、高速加工刀柄(hsk)展示
四、高速切削加工關鍵技術
高速加工雖具有眾多的優點,但由于技術復雜,且對于相關技術要求較高,使其應用受到限制。與高速加工密切相關的關鍵技術主要有:高速加工刀具與磨具制造技術;高速主軸單元制造技術;高速進給單元制造技術;高速加工在線檢測與控制技術;其他:如高速加工毛坯制造技術,干切技術,高速加工的排屑技術、安全防護技術等。此外,高速切削與磨削機理的研究,對于高速切削的發展也具有重要意義。
1.高速主軸系統
高速主軸系統是高速切削技術Z重要的關鍵技術之一。目前主軸轉速在15000-30000rpm的加工中心越來越普及,已經有轉速高達100000-150000rpm的加工中心。高速主軸由于轉速極高,主軸零件在離心力作用下產生振動和變形,高速運轉摩擦熱和大功率內裝電機產生的熱會引起熱變形和高溫,所以必須嚴格控制,為此對高速主軸提出如下性能要求:(1) 要求結構緊湊、重量輕、慣性小、可避免振動和噪音和良好的起、停性能;(2) 足夠的剛性和高的回轉精度;(3) 良好的熱穩定性;(4) 大功率;(5)先進的潤滑和冷卻系統;(6) 可靠的主軸監測系統。
高速主軸為滿足上述性能要求,結構上幾乎全部是交流伺服電機直接驅動的“內裝電機”集成化結構,減少傳動部件,具有更高的可靠性。高速主軸要求在極短時間內實現升降速。為此,將主軸電機和主軸合二為一,制成電主軸,實現無中間環節的直接傳動,是高速主軸單元的理想結構。
軸承是決定主軸壽命和負荷容量的關鍵部件。為了適應高速切削加工,高速切削機床的主軸設計采用了先進的主軸軸承、潤滑和散熱等新技術。目前高速主軸主要采用:陶瓷軸承、磁懸浮軸承、空氣軸承和液體動、靜壓軸承等。主軸軸承潤滑對主軸轉速的提高起著重要作用,高速主軸一般采用油、空氣潤滑或噴油潤滑。
2.快速進給系統
高速切削時,為了保持刀具每齒進給量基本不變,隨著主軸轉速的提高,進給速度也必須大幅度地提高。目前切削進給速度一般為30-60m/min,Z高達120m/min,要實現并準確控制這樣高的進給速度,對機床導軌、滾珠絲杠、伺服系統、工作臺結構等提出了新的要求。
高速加工機床必須實現快速的進給加減速才有意義。為了適應進給運動高速化的要求,主要采用了如下措施:1)采用新型直線滾動導軌,直線滾動導軌中球軸承與鋼導軌之間接觸面積很小,其摩擦系數僅為槽式導軌的1/20左右。而且,使用直線滾動導軌后,“爬行”現象可大大降低;2)高速進給機構采用的是小螺距大尺寸高質量滾珠絲杠,或粗螺距多頭滾珠絲杠,其目的是在不降低精度的前提下獲得較高的進給速度和進給加減速度。3)高速進給伺服系統已發展為數字化、智能化和軟件化,使伺服系統與CNC系統在A/D一D/A轉換中不會有丟失或延遲現象。高速切削機床正開始采用全數字交流伺服電機和控制技術,保證了快進給速度的加工要求。4)為了盡量減輕工作臺重量但又不損失工作臺的剛度,高速進給機構通常采用碳纖維增強復合材料。5)為提高進給速度,更先進、更高速的直線電機已經發展起來。直線電機消除了機械傳動系統的間隙、彈性變形等問題,減少了傳動摩擦力,幾乎沒有反向間隙。直線電機具有高加、減速特性,加速度可達2g ,進給速度為傳統的4-5倍,采用直線電機驅動,具有單位面積推力大、可產生高速運動以及機械結構不需維護等明顯優點。
3.高速切削對刀具材料的要求
高可靠性:高速切削時速度和自動化程度高,要求刀具應具有很高的可靠性。并要求刀具的壽命高,質量一致性好,切削刃的重復精度高。如果刀具可靠性差,將會增加換刀時間,降低生產率。刀具?靠性差還將產生廢品,損壞機床與設備,甚至造成人員傷亡。解決刀具可靠性問題,成為高速切削加工成功應用的關鍵技術之一。
在選擇高速切削刀具時,除?要考慮刀具材料的可靠性外,還應考慮刀具的結構和夾固的可靠性。
高的耐熱性、抗熱沖擊性能和良好的高溫力學性能。切削速度的增大,往往會導致切削溫度的急劇升高。因此,要求刀具材料具有很高的高溫力學性能,如:高溫強度、高溫硬度、高溫韌性等。同時,還要求刀具材料的熔點高、氧化溫度高、耐熱性好、抗熱沖擊性能強。
刀具應具有很好的斷屑、卷屑和排屑性能。切削塑性材料時切屑的折斷與卷曲,常常是決定數控加工能否正常進行的重要因素。因此,刀具必須具有很好的斷屑、卷屑和排屑性能。要求切屑不能纏繞在刀具或工件上、切屑不影響工件的已加工表面、不妨礙冷卻澆注效果。一般都采取了一定的斷屑措施(如:可靠的斷屑槽型、斷屑臺和斷屑器等),以便可靠的斷屑或卷屑。
刀具材料應能適應難加工材料和新型材料加工的需要:隨著科學技術的發展,對工程材料提出了愈來愈高的要求,各種高強度、高硬度、耐腐蝕和耐高溫的工程材料愈來愈多的被采用。它們中多數屬于難加工材料,目前難加工材料已占工件的40%以上。因此,高速切削加工刀具應能適應難加工材料和新型材料加工的需要。同時,由于可持續發展的要求,還要求高速切削時不污染環境。
刀具材料對高速切削加工技術的發展具有決定性意義。目前已發展的刀具材料主要有:金剛石、立方氮化硼、陶瓷刀具、TiCN基硬質合金刀具(金屬陶瓷)、涂層刀具和超細硬質合金刀具等。
金剛石刀具主要用于高速加工鋁、銅及其合金等有色金屬和非金屬材料以及鈦和鈦合金。立方氮化硼和陶瓷刀具主要適于高速加工鑄鐵及其合金和淬硬鋼以及鎳基合金等高溫合金。
陶瓷刀具、TiCN基硬質合金刀具和涂層刀具等適于高速加工鋼及其合金。超細晶粒硬質合金適于小尺寸整體刀具,高速加工孔、攻絲和齒輪,也可以較高速度加工鈦及其合金和高溫合金等超級合金。
4.高速切削刀具結構
高速切削刀具結構主要有整體和鋃齒兩類。鋃齒刀具主要采用機夾結構。高速回轉刀具由于高速引起離心力作用,會造成刀體和刀片夾緊結構破壞以及刀片破裂或甩掉,所以刀體和夾緊結構必須有高的強度與斷裂韌性和剛性,保證安全可靠。
刀體重量盡量輕以減少離心力,如鋁合金刀體的金剛石面銑刀。高速回轉刀具必須進行動平衡,以滿足平衡品質的要求。
5.高速切削刀柄系統
刀柄是高速切削加工的一個關鍵部件,它傳遞機床的動力和精度。
刀柄一端是機床主軸,另一端是刀具。高速切削加工時既要保證加工精度,又要保證高的生產率,還要保證安全可靠。所以,高速切削刀具系統必須滿足下列要求:
1) 很高的幾何精度和裝夾重復精度;2) 很高的裝夾剛度;3) 高速運轉時安全可靠。
加工中心主軸與刀具的連接大多采用7:24錐度的單面夾緊刀柄系統,ISO、CAT、DIN、BT等都屬此類,這種刀柄存在以下不足:
①剛性不足:不能實現與主軸端面和內錐面同時定位。當拉力增大4-8倍時,聯結的剛度可提高20%-50%,但是,過大的拉力在頻繁換刀過程中會加速主軸內孔的磨損。高速主軸的前端錐孔由于離心力的作用會膨脹,膨脹量的大小隨著旋轉半徑與轉速的增大而增大。因此,要保證這種聯結在高速下仍有可靠的接觸,需有一個很大的過盈量來抵消高速旋轉時主軸軸端的膨脹。
②ATC(自動換刀)的重復精度不穩定:每次自動換刀后刀具的徑向尺寸可能發生變化。
③軸向尺寸不穩定:主軸高速轉動時因受離心力的作用內孔會增大,使刀具軸向尺寸發生變化,在拉桿拉力的作用下,刀具的軸向位置會發生改變。
④刀柄錐度較大,錐柄較長,不利于快速換刀及機床小型化。
⑤主軸的膨脹還會引起刀具及夾緊機構質心的偏離,從而影響主軸的動平衡。標準的7:24錐柄較長,很難實現全長無間隙配合,一般只要求配合面前段70%以上接觸,因此配合面后段會有一定的間隙,該間隙會引起刀具徑向跳動,影響結構的動平衡。
針對這些問題,為提高刀具與機床主軸的連接剛性和裝夾精度,適應高速切削加工技術發展的需要,相繼開發了刀柄與主軸內孔錐面和端面同時貼緊的兩面定位的刀柄。
兩面定位刀柄主要有兩大類:一類是對現有7:24錐度刀柄進行的改進性設計,如BIG-PLUS、WSU、ABSC等系統;另一類是采用新思路設計的1:10中空短錐刀柄系統,有德國開發的HSK、美國開發的KM及日本開發的NC5等幾種形式。HSK刀柄采用1:10的錐度,它以其端面及1:10錐度的空心錐套作雙重定位,與7:24錐柄相比有如下優點:
1) 重量減少約50%;2) 重復使用時裝夾和定位精度高;3) 剛度高,并可傳遞大的力矩;4) 裝夾力隨轉速升高而增大。
6.高速切削加工的安全防護與實時監控系統
高速切削加工的速度相當高,當主軸轉速達40000rpm時,若有刀片崩裂,掉下來的刀具碎片就像出膛的子彈。因此,對高速切削加工引起的安全問題必須充分重視。
從總體上講,高速切削加工?安全保障包括以下諸方面:
1)機床操作者及機床周圍現場人員的安全保障;2)避免機床、刀具、工件及有關設施的損傷;3)識別和避免可能引起重大事故的工?。4)在機床結構方面,機床設有安全保護墻和門窗;5)刀片,特別是抗彎強度低的材料制成的機夾刀片,除結構上防止由離心力作用下產生飛離傾向的保證外,還要作極限轉速的測定;6)刀具夾緊、工件夾緊必須安全可靠,故工況監測系統的可靠性就變得非常重要。
機床及切削過程的監測包括:切削力監測以控制刀具磨損,機床功率監測亦可間接獲得刀具磨損信息;主軸轉速監測以判別切削參數與進給系統間關系;刀具破損監測;主軸軸承狀況監測;電器控制系統過程穩定性監測等。
(版權歸原作者所有)